International Journal of Chemical Engineering and Analytical Science, Vol. 1, No. 2, November 2016 Publish Date: Sep. 23, 2016 Pages: 101-106
Waste to Wealth-Unmodified and Organo-modified Clay Effects on Mechanical and Thermal Properties of Waste Polypropylene
Arkan J. Hadi1, *, Kamal Bin Yusoh1, Ghassan J. Hadi2, S. F. Hasany1
1Faculty of Chemical and Natural Resources Engineering, Universiti Malaysia Pahang, Lebuhraya Tun Razak, Gambang, Kuantan, Pahang, Malaysia
2Al Dour Technical Institution, Technical Education Organization, Tikrit, Salahaldden, Iraq
Abstract
The aim of this research (waste to wealth), is to study the improved thermal and mechanical properties of waste polypropylene (wPP) in a nanocomposite. For this purpose, Organo-modified (OMMT) and unmodified sodium montmorillonite clay (MMT) were employed to fabricate polypropylene/clay nanocomposite. Commercial grade (OMMT) and (MMT) were added in a range of 1-5 wt %, in wPP to prepare polypropylene-clay nanocomposites, following the melt intercalation method. Fourier transform infrared spectroscopy (FTIR) and Field Emission Scanning Electron Microscope (FESEM) were used to evaluate polymer structure before and after the fabrication. Thermogravimetric analysis (TGA) and Differential Scanning Calorimetry (DSC) were used to analyse the thermal stability and thermal properties for the waste polyolefin and respective nanocomposites. The FTIR and FESEM results exhibited no change in the chemical structure of the polymer after clay addition and no exfoliation was observed in case of unmodified clay. Melting temperature and crystallization percentage was increased up to 3 wt% loading which was the best in comparison to the original waste matrix. The thermal stability of the wPP/clay nanocomposites was found improved in the case of loading 3 wt % of OMMT.
Keywords
Waste to Wealth, Organo-Clay, Nanocomposites, Physicochemical Properties
Received: June 13, 2016
Accepted: June 21, 2016
Published online: September 23, 2016
@ 2016 The Authors. Published by American Institute of Science. This Open Access article is under the CC BY license. http://creativecommons.org/licenses/by/4.0/
Contents
1. Introduction 2. Experimental Part 2.1. Materials 2.2. Preparation of the Nanocomposite 2.3. Characterization 3. Results and Discussion 3.1. FTIR Analysis 3.2. FESEM Spectroscopy 3.3. Differential Scanning Calorimetry 3.4. Thermogravimetric Analysis 3.5. Mechanical Properties 4. Conclusion Acknowledgements
1. Introduction
The produced amount of plastic solid waste is accelerating rapidly, despite the growing attempts to reduce, reuse, recycle or recover such a great amount, it is almost imposible to bring all waste to recuperate. This is primarily due to their extensive applications in the packaging industry as well as in everyday usage goods; because they do not possess any side effects that can be harmful to human beings [1].
The development of polymer nanocomposites during the past two decades has further strengthened the industrial applications of these polymers. In particular, polymer–clay nanocomposites have been a remarkable area of research interest. Various types of polymer matrices (thermoset, thermoplastics, and rubbers) packed with clays have been studied. Among the clays, montmorillonite (MMT)-based clays have been proven to be a successful nano-additive in the polymer matrices and showing superior property improvement (thermal, mechanical, and optical) even at very low concentrations of about 3–5 wt % [2-4].
Montmorillonite, is widely employed because of its high cation exchange and swelling capacity, high surface area, and resulting strong adsorption [5]. There are two natural varieties of montmorillonite: sodium montmorillonite having a high swelling capacity in water and calcium montmorillonite with slight swelling capacity. The cation exchange ability in the interlayer space determines the most interesting property of the material which can be used as a filler for nanocomposites displaying unique mechanical properties [6]. The most desired situation occurs in nanocomposites, when the individual clay platelets disperse uniformly into the polymer (exfoliation or delamination) resulting in desired valuable properties [7].
The material properties and the paths to find isotactic polypropylene (iPP) based nanocomposites with Organo-modified montmorillonite (O-MMT), has been recently studied [8]. Hasegawa et al. [9] and Kawasumi et al. [10] have reviewed polyolefin and polypropylene /clay hybrids based on modified polyolefin and organophilic clay. Many researchers have also presented the polyethylene (PE) with O-MMT nanocomposites, using different ways for PE polymerization in the presence of layered silicate [11–14], and the application of polyethylene-grafted-maleic anhydride (PE-g-MA) as a matrix [15]. Olewnik et al. [14], studied the formation of polyolefin / modified montmorillonite nanocomposites with 1.5–5 wt % clay improved with 4, 4’-methylenebisaniline to observe the thermal and structural properties of generated nanocomposites. It was reported that the thermal stability of the nanocomposites can be enhanced furter, with a loading higher then 5 wt %.
The effect of clay content on the structure and property of polypropylene (PP)–high density polyethylene (HDPE) composites also were studied by Mohan et al., [15] and Drozdov et al. [16]. Drozdov et al., performed a comparative study on the physicochemical properties of polymer/clay composite and reported, "There are many experimental studies morphology and mechanical properties of intercalated and exfoliated nanocomposites with HDPE matrices. The reinforcement of HDPE with MMT clay platelets results in an increase in the Young’s modulus, and a decrease in elongation at break, respectively."
In continuity with previous recycling work of the polyolefin using dissolution/reprecipitation technique [17-21]. Waste polypropylene/ OMMT and MMT nanocomposites are engineered by melt interaction method and the effect of clay content on the physicochemical properties of waste PP is presented in this research work. The morphology of the resulting WPP/clay nanocomposites is evaluated by mean of FTIR and FESEM. Mechanical properties are studied by using tensile machine, while thermal properties are investigated by TGA and DSC. The properties of new WPP/clay nanocomposites were also compared with the original waste polymer.
2. Experimental Part
2.1. Materials
The waste PP products, were collected from the trash. In this study we are focused on ice cream box with the density 0.927 g/cm-3, melt flow index 44 g/10min. The unmodified Sodium montmorillonite and Organo-modified clay (Cloisite 20A) were purchased from Southern Clay Products Inc., USA.
2.2. Preparation of the Nanocomposite
At first, polymer sample was prepared from ice boxes by cleaning and washing with water, then cutting into small pieces by a plastic crusher machine up to a size of range 2-4 cm. The waste polymer and clay were dried separately, in oven at 60°C for 24 hours. Clay was added in different weight percentages (1, 2, 3 and 5 wt %), then blended mechanically, in a Kitchen Aid type mixer for about 15-30 minutes. The mixture was then fed to an extruder for 20 minutes, as a blending time. Twin-screw extruder (EuroLab 16 XL), co-rotating, screw diameter 16 mm, L/D=25 was used for the nanocomposites preparation, temperature for the extruder was set at 140°C at the hopper to 180°C in the die. The screw speed was maintained at 80 rpm.
2.3. Characterization
FTIR study was performed by a Nicolet (Avatar 370 DTGS) FT-IR spectrophotometer with a resolution of 4 cm-1. The recorded wave number range was from 400 to 4000 cm-1. Small pieces of 1mm thickness were prepared for testing using a hand press, as specified for FTIR testing in ASTM D5477. The morphology of the nanocomposites was examined by Field emission scanning electron microscopy (FESEM; JEOL EVO-50, Japan). The fracture ends of specimens were mounted on aluminium stubs and spotter coated with a thin layer of gold to avoid electrostatic charged during examination.
Differential Scanning Calorimetry was performed by DSC Q1000 (V9.6, Build 290) from TA instrument. It was used to study melting temperature, heat of fusion and crystallinity of samples. The testing are performed according to ASTM D3418–03, with temperature interval 20–300°C and a scan rate of 10°C/min, in nitrogen atmosphere. Thermal stability for the samples before and after fabrication were determined by thermogravimetric analyser (TGA) during heating at the rate of 20°C/min from 20 to 800°C, in dry Nitrogen. 25-30 mg samples were prepared for the testing purpose. The testing was carried out using a Universal V4.5A, TA Instruments.
The Universal Testing Machine Shimadzu AG-X, was used to measure the tensile mechanical properties. The testing was performed according to the standard ASTM D638-03 (type I), with the speed of 5 mm/min. Sample were prepared by using a hydraulic thermal press under the following conditions: temperature, 190°C, pressure, 10 MPa; time of heating, 15 min. The testing was done after 48-72 hours at room temperature with 55-60% humidity.
3. Results and Discussion
3.1. FTIR Analysis
In FTIR testing, the original waste PP was compared with the fabricated nanocomposites as shown in Figure 1. No significant change was observed in the chemical structure or the characteristic bands for all the polymer samples used. Slight differences were recorded in wavenumbers, which is due to the additives present in small amounts in the waste products. However, the distinguishing peaks of the wPP/clay nanocomposites were found identical to the original wPP peaks in all the cases.
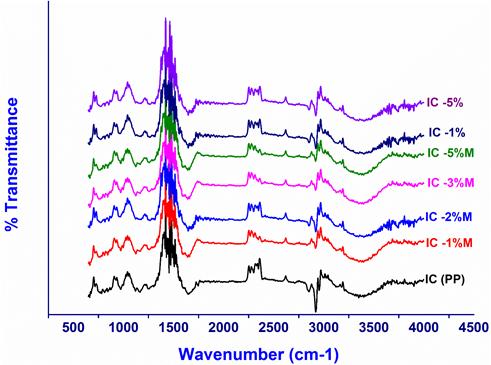
Figure 1. FTIR spectra of waste wPP (IC) and wPP /clay nanocomposites, where M is mean the modified clay.
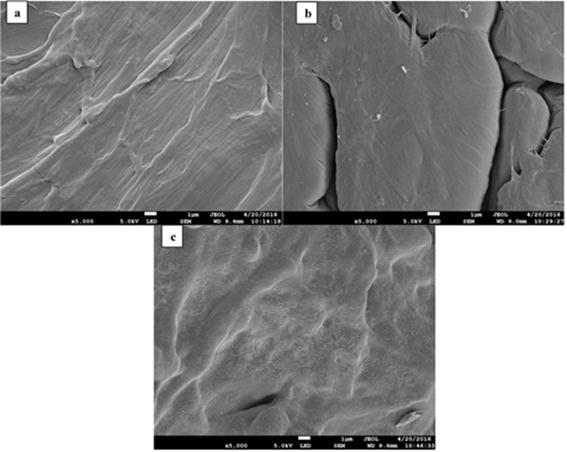
Figure 2. The FESEM images of the surfaces of a) pristine waste PP and the b) nanocomposites at 2 wt % organo-modified (Cloisite 20A) clay and c) 2 wt % unmodified clay.
3.2. FESEM Spectroscopy
FESEM images are shown in Figure 2 (wPP (2a), modified (2b) and unmodified (2c), respectively. Figure 2 b exhibits an intercalation in 2 wt % of the modified clay into the wPP. Figure 2 b shows a good compounding between the organo-modified clay and wPP, on the other hand in Figure 2 c, small exfoliation can be observed [14, 22].
3.3. Differential Scanning Calorimetry
DSC was used to measure the thermal properties (fusion behaviour, melting point and crystallinity) of the wPP and nanocomposite samples with varying concentration of clay, results are presented in Table 1. The percentage crystallinity C can be derived as follows:
C=ΔHexp/ΔHf
where, ΔHexp is the experimental heat of fusion of the sample tested. ΔHexp is calculated by measuring the area under the thermogram peak, while ΔHf is taken to be 207J/g for PP which represent the heat of fusion of the 100% crystalline polymer [23, 24]. MMT addition has minimal effects on the melting temperature of wPP. The melting temperature of wPP /OMMT nanocomposite with 1 and 5 wt % OMMT slightly increases to 166.7°C, in comparison with 165°C for neat wPP. Results of DSC show that little quantity of OMMT added to the wPP matrix gives slight increasing of melting temperature. This phenomenon may be due to the efficient nucleating effects of the clay layers/ tactoids [25, 26].
Table 1. Melting temperature Tm, Heat of melting Hm, and degree of crystallinity C, of nanocomposites as a function of MMT and OMMT content.
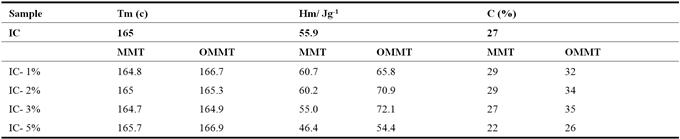
The heat of fusion Hm nanocomposites increases significantly, especially at a lower, 1-3 wt % concentration and decreases very slightly with further increase in clay addition, still higher value than the pure wPP. In MMT addition Hm value increased very slight in 1 and 2 wt % clay concentration and decreased less than the pure wPP with increase in clay concentration. This phenomenon may be attributed to the blockage of crystalline growth front caused by the clay platelets, dispersed in an irregular array in the nanocomposite, as it is evident in view of hot-stage microscopy studies [27].
3.4. Thermogravimetric Analysis
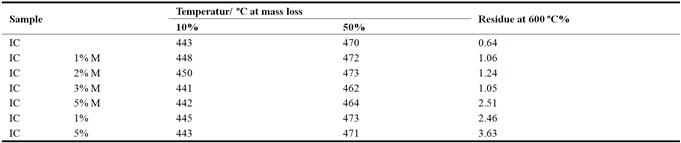
TGA is used to find the thermal degradation of the materials. Onset temperature was measured as the point in which 10% of the sample is lost, the degradation at 50% of the sample lost also are taken in respect, and the last measurement of thermal degradation is the fraction of material which is non-volatile at 873 K, known as char [28]. Figure 3 shows the TGA curves for neat wPP and wPP /clay nanocomposites containing 1, 2, 3, 5% wt of OMMT and 1, 5% wt of MMT, respectively. The temperature at weight loss 10 and 50%, while the residue at 600°C are presented in Table 2.
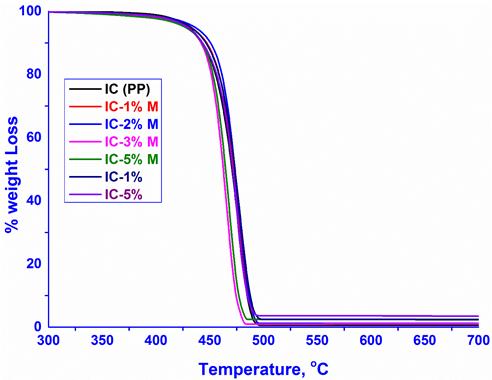
Figure 3. TGA analysis for wPP (IC) and wPP/clay nanocomposites.
wPP /OMMT nanocomposites at 1-3% wt clay show higher thermal stability as compared to neat wPP. The initial thermal stability is characterized by the temperatures at 10% weight loss. The wPP/OMMT nanocomposites show significantly enhanced initial thermal stability at 10% weight loss compared with pure wPP. The wPP/OMMT nanocomposite with 3% wt clay, shows the highest initial thermal stability. When the OMMT content is increased higher than 3% wt, the initial thermal stability decreases, but even in 4 and 5% wt is still higher than pristine wPP, but it is less than that with sample loaded with 3% wt content. For 50% weight the thermal stability has not changed much. Comparatively lower OMMT content, the initial thermal stability increases with OMMT content. The results in wPP/MMT nanocomposites were different, the temperatures at 10 and 50% weight loss did not change as compared with pure wPP. This may be due to the aggregates of clay, which are less effective in blocking heat than the MMT layers/tactoids, increasing with clay content [26].
Table 2. TGA data for waste PP and nanocomposites under nitrogen flow.
3.5. Mechanical Properties
The mechanical properties of the matrix wPP/clay nanocomposites were measured and compared with those of the pure waste PP. Figures 4 (a, b, c, and d) show the elastic modulus, tensile stress at maximum load strain at break and tensile stress at yield, respectively.
The elastic modulus plots of samples are shown in Figure 4 a. The measured modulus of pure wPP was 465 Mpa, which increased significantly when modified clay (OMMT) was added from 1-3 wt % and were decreased at 5 wt % OMMT, even the unmodified clay (MMT) addition decreased the modulus. The maximum modulus were found as 649 MPa in wPP/ OMMT nanocomposites increase of 39% relative to pure waste PP. it has been reported that the elastic modulus increases when organo-clay is added in low content 1-3 wt %.
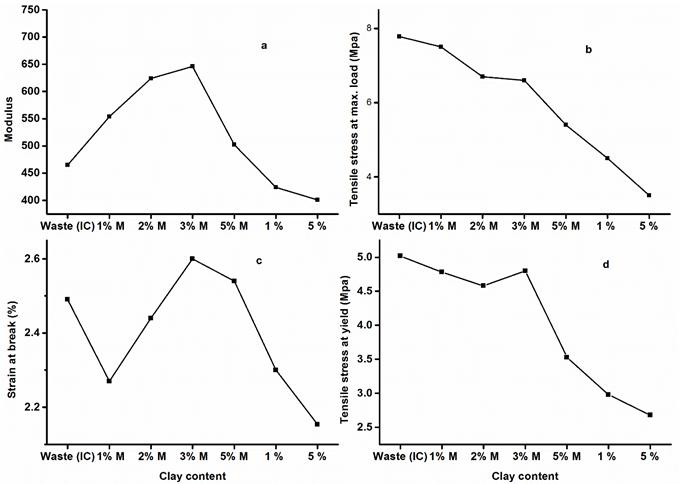
Figure 4. Effect of clay loading on tensile properties of LDPE and HDPE/clay nanocomposites.
The OMMT is dispersed in the PP matrix at nanometre scale and part of the OMMT is intercalated by PP chains. This may have narrowed the segmental movement of PP macromolecules [26, 29]. On the other hand, the other three mechanical properties, tensile stress at maximum load, strain at break and tensile stress at yield show in figure 4 b, c and d respectively, decreased with clay addition. In MMT content, it was observed that the decrease in values is higher than in the OMMT content. The significantly decreased mechanical properties at clay loading may be due to the uniformly dispersed MMT tactoid with intercalated structures [26].
4. Conclusion
The waste PP/ clay (unmodified and organo-modified) nanocomposites were fabricated using the melt intercalation method. The effects of the two types of clay on the structure and properties were studied. FTIR and FESEM testing depicts OMMT considerably affect the exfoliation, due to the interaction of OMMT with in polymer matrix. There was no intercalation observed, when MMT was added to the matrix without any modification.
The DSC results revealed that in all the samples the melting temperature remains constant with a negligible change. The enthalpy of fusion was found increased in nanocomposites at low OMMT concentrations of range 1-3 wt % in comparison with the pure waste and the best was observed in 3 wt % of sample loading. Same results were observed in the thermal behaviour of the nanocomposites, with an enhancement at low OMMT percentage. The elastic modulus in the PP nanocomposites increased by 39% relative to pure waste. Tensile stress at maximum load, strain at break and tensile stress at yield were slightly decreased in the low OMMT clay content. It was concluded that by increasing the content of clay above 3% by weight a decline in the mechanical properties of the resultant composites. However, we can conclude from this study that the recycling of the waste polymer using dissolution/reprecipitation method was better than reinforcement of the waste PP by nanocomposites fabrication in melt interaction method.
Acknowledgements
This work was supported by the University Malaysia Pahang (Grant No. RDU 150398).
References
- PlasticsEurope. Plastics Europe. 2015. at <www.plasticseurope.org.>.
- Xu, B.; Zheng, Q.; Song, Y.; Shangguan, Y. Polymer (Guildf). 2006, 47, 2904–2910.
- Xu, S.; Tangpong, X. W. J. Mater. Sci. 2013, 48, 578–597.
- Abdel Gawad, A.;Esawi, A. K.; Ramadan, A. J. Mater. Sci. 2010, 45, 6677–6684.
- Xi, Y.; Frost, R. L.; He, H. J. Colloid Interface Sci. 2007, 305, 150–158.
- Kozak, M.; Domka, L. J. Phys. Chem. Solids. 2004, 65, 441–445.
- Roelofs, J. C.; Berben, P. H. Appl. Clay Sci. 2006, 33, 13–20.
- Manias, E.; Touny, A.; Wu, L.; Strawhecker, K.; Lu, B.; Chung, T. C. Chem. Mater. 2001, 13, 3516–3523.
- Hasegawa, N.; Okamoto, H.; Kawasumi M.; Kato, M.; Tsukigase, A.; Usuki, A. Macromol. Mater. Eng. 2000, 280-281, 76–79.
- Zapata, P.; Quijada, R.; Covarrubias, C.; Moncada, E.; Retuert, J.; Lee, D.; Kim, H.; Yoon, K.; Min, K. E.; Seo, K. H.; Noh, S. K.; de Paiva, L. B.; Morales, A. R.; Valenzuela Díaz, F. R.; Kawasumi, M.; Hasegawa, N.; Kato, M.; Usuki, A.; Okada, A.; Rong, M. Z.; Zhang, M. Q.; Pan, S. L.; Friedrich, K. Appl. Clay Sci. 2008, 113, 457–462.
- Heinemann, J.; Reichert, P.; Thomann, R.; Mulhaupt, R. Macromol. Rapid Commun., 1999, 20, 423–430.
- Jin, Y.H.; Park, H.J.; Im, S.-S.; Kwak,S.-Y.; Kwak, S. Macromol. Rapid Commun., 2002, 23, 135–140.
- Alexandre, M. Polymer (Guildf). 2002, 43, 2123–2132.
- Olewnik, E.; Garman K.; Czerwiński, W. J. Therm. Anal. Calorim. 2010, 101, 323–329.
- T. P. Mohan and K. Kanny, J. Mater. Sci., 2013, 48, 8292–8301.
- Drozdov, D.; Christiansen, J. C. Eur. Polym. J. 2007, 43, 10–25.
- Hadi, A. J.; Najmuldeen G. F.; Ahmed, I. J. Polym. Eng. 2012, 32, 585–591.
- Hadi, A. J.; Najmuldeen G. F.; Ahmed, I. J. Purity, Util. 2012, 1, 400–410.
- J Hadi, A. J.; Najmuldeen G. F.; Ahmed, I. APCBEE Procedia. 2012, 3, 281–286.
- Hadi, A. J.; Najmuldeen G. F.; Kamal, B.Y. Energy Educ. Sci. Technol. Part A. 2013, 30.
- Hadi, A. J.; Najmuldeen G. F.; Kamal, B.Y. J. Polym. Eng. 2013, 33, 471–481.
- Pradhan K.; Nayak, P. Adv. Appl. Sci. 2012, 3, 3045–3052.
- TN 48, TA Instruments.
- Wunderlich, Acad. Press. 1990, 417–431.
- Araújo, E. M.; Barbosa, R.; Morais, C. R. S.;. Soledade, L. E. B; Souza A. G.; Vieira, M. Q. J. Therm. Anal. Calorim. 2007, 90, 841–848.
- Ding, D.; Jia, H.; He, B.; Hong, H. Polym. Test. 2005, 24, 94–100.
- Burgaz, Polymer (Guildf). 2011, 52, 5118–5126.
- Chigwada, G.; Wang D.; Wilkie, C. A. Polym. Degrad. Stab. 2006, 91, 848–855.
- Durmuş, A.; Woo, M.; Kaşgöz, A.; Macosko C. W.; Tsapatsis, M. Eur. Polym. J. 2007, 43, 3737–3749.



