International Journal of Chemical Engineering and Analytical Science, Vol. 1, No. 1, September 2016 Publish Date: Jul. 27, 2016 Pages: 60-65
The Parametric Evaluation of
De-mercaptanization Process; Introduction of Novel Method
Edris Fotoohi1, Farshad Farahbod2, *
1Department of Chemical Engineering, Sirjan Branch, Islamic Azad University, Sirjan, Iran
2Department of Chemical Engineering, Firoozabad Branch, Islamic Azad University, Firoozabad, Iran
Abstract
The suphure is a main corrosive component in the up steam and downstream process. The sulphur in hydrocarbon cuts has different forms such as element sulphur (S) (H2S, COS, CS2 RSH (mercaptans), thiophene, and other sulphur compounds. The nano catalysts can sweet the valuable fuels such as LPG. The LPG as liquefied gas has economic valuable and must participate in the desulphurization process. Meanwhile, the nano catalysts are adapted in this paper to vanish mercaptan as the side element, corrosive and pyrophoric contaminant. So, the optimum operating conditions and reactor characteristics for mercaptan removal with ZnO nano catalyst are investigated experimentally, in this study. Results show, the changes in diameter of catalyst in the range of 50 nm to 55 nm at heights of 11 cm to 13 cm reveal the effect of shapes of nanocatalyst in the amounts of C/C0. Results show, the smaller particle in diameter apparently provides higher porosity in catalytic bed and also higher effective mass transfer area. This may indicate the higher amount of C/C0 using nanoparticle with diameter of 55 nm. But, the diameter of 35 nm shows somehow higher amount of C/C0 with all height of bed than diameter of 40 nm, 45 nm and 50 nm.
Keywords
Flow, Experimental, De-mercaptanization, RSH, COS
Received: May 16, 2016
Accepted: July 11, 2016
Published online: July 27, 2016
@ 2016 The Authors. Published by American Institute of Science. This Open Access article is under the CC BY license. http://creativecommons.org/licenses/by/4.0/
Contents
1. Introduction 1.1. Sulfur in LPG 1.2. Desulphurization of LPG 1.3. Processes for LPG Desulphurization 2. Materials and Methods 2.1. The State of Processor 2.2. The Batch Process 3. Results and Discussion 3.1. The Effect of Bed Height and Particle Diameter 3.2. The Effect of Amount of Input Mercaptan 4. Conclusions
1. Introduction
The liquefied petroleum gas, or LPG for short, is no longer a left-over by-product of the refinery processes whose chief purpose is the production of other products. LPG has become a valuable product in its own right, and the demand for high-quality low-sulfur compound is increasing. However, more production with high sulfur content is being produced, and means whereby such sulfur content is reduced to an acceptable level or eliminated altogether are called for, in particular with the ever-tightening restrictions on sulfur oxide emissions for environmental considerations. The LPG can be produced from virgin crude residues by precipitation reactions of low molecular weight compounds. The delayed LPG is produced by a semi continuous process which can be carried through in one of the following ways: ultimate, once through, or intermediate [1]. Delayed LPG has a much more uniform crystallinity than other types of LPG since the delayed process allows the time needed for the compounds crystals to orient themselves upon one another [2]. Green coke is made of petroleum pitches and residues by any of several coking processes, chief of which are delayed coking, contact coking, fluid coking, and flexicoking. Green delayed coke is a LPG which has not been calcined for the removal of moisture and excess volatile matter [3]. The pores in the green coke are filled, probably with a hardened residuum from the coker feed which distills off during calcination exposing the pores and typical lamellar structure of the calcined coke. The main types of green delayed LPG include needle coke, honeycomb, sponge coke, and shot coke [3-8]. For example, the green coke has a low ash content between 0.3 and 0.5 wt %, and it a fixed carbon content is generally between 83 and 90 wt % [3]. A typical chemical composition of green LPG as obtained by ultimate analysis showed that the total sulfur content was 1.29 wt % and the fixed carbon content was 91.8 wt % [9]. The volatile matter is composed of heavy hydrocarbons deposited in the coke matrix. It is generally between 9 and 21 wt % and is mainly a function of the coking drum temperature. An increase of the drum temperature vaporizes off the lower-sulfur-bearing oils from the coke leaving a more concentrated sulfur-bearing coke [7].
1.1. Sulfur in LPG
The sulfur content of the LPG strongly depends on the nature of the coking feedstock (crude oil) and its sulphur content. The sulfur content of the feedstocks seems to increase with increasing the concentration of asphaltenes and Conradson carbon content. For instance, higher sulphur contents were found in "sponge" coke (produced from high-resin asphaltene feedstocks) than in "honeycomb" coke (produced from low-resin asphaltene feedstocks) or "needle" coke (produced from highly-aromatic feedstocks). The sulfur content in LPG varies widely mainly depending on the sulfur content of feedstock [10]. Typically, sponge coke contains between 1 % and 6%. Sponge coke containing 4% is used for fuel whereas that of less than 4% sulfur content is used in anode manufacturing. Needle cokes for electrode manufacturing are required to have less than 1% sulfur content [11]. Sulfur contents in sponge cokes have been correlated to the sulfur content and Conradson carbon residue of feedstock by Jacobscientifics [7]. They found that the sulfur content of sponge coke increases almost proportionally to the feedstock sulfur contents and increases less strongly with increasing Conradson carbon residue. Coking temperature also affects the sulfur content of LPG, though in less degree, mainly due to the vaporization and removal of the low sulfur containing volatile matter which result in a reduction of the total sulphur content in the coke [7]. Most of the sulfur in LPG exists as organic sulphur bound to the carbon matrix of the coke [12]. Some sulphur could also exist as sulfates and as pyritic sulfur [13] but these do not in general make up more than 0.02% of the total sulfur in coke (3). In at least one case, however, pyritic sulfur was reported to be as high as 0.4% [14]. Free sulfur may occasionally be present [1]. The structure of organic sulfur compounds in LPG remains largely unknown, and no precise analytical methods exist today to determine exactly this structure [3,15]. The organic sulfur compounds identified by the Bureau of Mines in four crude oils include thiols (alkyl, cyclic, and aromatic), sulfides (alkyl, cyclic, and alkylcycloalkyl), disulfides (alkyl, cyclic, and aromatic), and thiophenes [16]. The thiophenes are most prevalent in the heavy fractions of crude oils and hence in coke. Other sulfur compounds are less prevalent in coke. Work done by Scientifics indicates that sulfur may not be present in coke in the form of thiols or aromatic and aliphatic sulfides, and sulfides do not make in fact more than 0.003% of the total sulfur in LPG [3]. The sulfur may exist in the coke in many forms [3]: (a) as thiophenes attached to the aromatic carbon skeleton; (b) attached to side chains of aromatic or naphthenic molecules; (c) between the aromatic sheets or on the surface of clustered molecules; (d) on the coke surface or in coke pores bound by capillary condensation, adsorption, or chemisorption.
1.2. Desulphurization of LPG
The desulphurization of LPG involves the desorption of the sulfur present in the coke pores or on the coke surface, and the partition and removal of the sulfur attached to the aromatic carbon skeleton. For the removal of sulfur in the first category a purely thermal treatment at temperatures less than 1100 K is generally sufficient. A more sever treatment and/or the use of chemicals is, however, necessary for the removal of the sulfur attached to the carbon skeleton, particularly in the case of the thiophenic sulfur which is much more stable than the other organic sulfur compounds and therefore much more difficult to remove. This makes it evident why the effective desulphurization of LPG, involving as it does the rupture of the thiophenes, is not as simple a process as may be desired. The thiophenes do make up most of the sulfur present in the LPG. They, on the other hand, are much less stable chemically than their aromatic isologs, and it is always possible to find compounds that react more readily with the thiophenes than with the aromatic or other compounds of the sulphur structure, a fact which can be made use of in desulphurization processes.
1.3. Processes for LPG Desulphurization
Although much experimental work has been done on the desulphurization of LPG, there is still as yet no commercial process for desulphurization. One common feature of all, or most, published work is its exclusively empirical nature. This is presumably because a theoretical, thermodynamic and kinetic, study is not possible due to lack of essential data on the nature of S-C bonds, their free energy change (ΔG), and the manner and speed of sulfur replacement. In addition, some important factors such as the coke structure and porosity undergo significant changes during the course of desulphurization, a fact which makes the problem even more complicated [13].
1. Solvent extraction. Solvent extraction would offer the simplest approach to desulphurization if it were possible to selectively dissolve the organic sulphur compounds present in the LPG. As materials of similar chemical structure are more likely to be mutually soluble in one another, aromatic and similar compounds might be used as solvents. Experience with coal indicates that weak organic acids such as phenols and nitrobenzene are more effective than other organic solvents [14]. These could be used to dissolve sulfides and disulfides and possibly some thiophenes as well. Extractions with coke using a large variety of solvents were made in a Soxhlet extractor. No sulphur removal was reported when petroleum ether [10], dioxane [11] or hydrochloric acid [12] were used. Extractions made with other solvents led to some sulphur removal, but in no case was more than 20% sulphur removed. This indicates clearly that solvent extraction is not an effective method of desulphurization. However, the selectivity of solvent extraction would be enhanced if the coke macromolecule could be cleaved. Coke depolymerization can be effected by different methods including mild hydrogenation, oxidation and pre-pyrolysis. The effectiveness of these depolymerization techniques has not been investigated. Phillips and Chao [14] found that increasing the extraction temperature improved desulphurization from 11% at 290 K to 20% at 430 K. This can be explained by the fact that some coke depolymerization must have taken place as a result of the extraction temperature increase.
2. Thermal desulphurization. By thermal desulphurization is meant the process whereby a fixed static bed of LPG is heated under atmospheric pressure in an inert atmosphere to a specified temperature and then kept at that temperature for a specified period of time. This process was felt to be the most promising process for the desulphurization of LPG, and can be the only one possible when other techniques prove to be difficult or inefficient as was found in at least one case with Syrian LPG [12]. Further, LPGs are normally calcined up to a temperature of about 1700 Kelvin and desulphurization could be an added asset if it can be shown to take place to a significant degree within this temperature range. The efficiency of desulphurization, however, is not only dependent on the maximum temperature to which the coke is subjected, but other factors affect it also including rate of heating, gas atmosphere and in particular residence time at the maximum temperature. In order to neutralize the effect of this last factor, a constant value of 30 min residence time was assigned to it throughout and a comparison of the effects of temperature were made on this basis. An examination of this table makes it evident that the process of thermal desulphurization can be divided into four stages:
(a) The first is an initial phase of desulphurization (300-1100 K), with desorption of sulphur bound on the surface or in the pores, and the simultaneous cracking of side chains of aromatic molecules. The sulphur bound on the surface refers to the S-C bonds in the outer layers of clusters (pre walls, surfaces) that can be physically exposed to the fluid environments. The process of sulfur separation starts at 770-820 K, first increasing to reach a maximum at about 1000 K and then decreasing until it stops at 1270 K [7]. The maximum amount of sulphur removed in this stage is about 25% which can be taken as a rough indication of the amount of non-thiophenic sulphur in coke. The experimental work indicates that no reaction occurs during this stage between metal contaminants and sulphur gases, since no variation in the degree of desulphurization of different cokes with different amounts of metals was observed [8].
(b) A second stage is that in which little or no desulphurization takes place (1100-1600 K), particularly in the case of coke made from aromatic-type feedstock. Most of the sulphur removed is derived from the decomposition of the thermally-stable sulphur hydrocarbons bound in side chains. Ash and Metal contaminants seem to have no effect on desulphurization up to a temperature of 1500 K [5 and 6]. The inhibiting effect of ash would be related to its amount and composition [26]. Metal-hydrocarbon compounds refer mainly to vanadium and nickel metals that are trapped in the porphyritic structures. These metals, certainly, survive coking temperatures [3]. It should be also mentioned that the metals in the feedstock end up in the coke structure. At temperatures greater than or equal to 1500 K desulphurization is significantly depressed by the metal-hydrocarbon compounds which react with the dissociated sulphur to form refractory, thermally-stable metal sulphur compounds and sulphides [1].
(c) Desulphurization is dramatically increased when coke is heated above 1600 K. The energy available at 1700 K is sufficiently high for the decomposition of sulphur-hydrocarbon compounds of stabilities up to those of thiophene structure [2]. Complete elimination of sulphur is not, however, likely even at this high temperature [4]. The removal of sulphur is connected with the creation of an organized phase detectable by X-ray methods [20]. An organized phase refers to extended two-dimensional and very short tridimensional arrangements of aromatic layers that resemble graphitic structures which are typical characteristics of needle cokes.
(d) Further increase in temperature (> 1800 K) is not certain to lead to more desulphurization, but this depends also on the nature of the coke. The degree of desulphurization is directly related to the total sulphur content of the coke. Scientifics [5], on the other hand, found that for a particular type of coke the degree of desulphurization is affected only by the temperature and is independent of the initial amount of sulphur. The high temperature required for thermal desulphurization can affect some critical coke properties [11] and its effect is much more than the effect of residence time [9]. The apparent density increases from 1.2-1.4 to 1.6-2.0 g/cm3 on heating to 1600 K [13]. Above 1600 K density changes depend on the initial sulphur content, decreasing with cokes of high sulphur content and increasing with cokes of low sulphur content. Real density increases with temperature up to 1700 K, and then decreases [3 and 5]. The decrease of real density above 1700 K called "puffing" is a consequence of the porosity developed when the sulphur gets out of the coke matrix at temperatures above 1700 K. In applications above these temperatures, such as arc electric furnaces, this puffing effect can reach levels at which large pores are opened, and stresses are concentrated leading to breakage of graphitic electrodes. For this reason a dynamic puffing test is specified as a part of the characterization of filler cokes for these applications. The use of puffing inhibitors, such as Fe2O3, generally at 2 ppm level can reduce the puffing effect to an acceptable level [11]. Coke porosity increases with temperature and so does its reactivity [31]. The surface area increases to a maximum at about 1000 K and then decreases to a minimum at about 1300 K, beyond which there is a further increase in surface area [4]. Scientifics [12] found that the electric resistivity of LPG was reduced with increasing temperature up to 1600 K, but higher temperatures increase the electric resistivity which reaches a maximum at 2300 K [3].
2. Materials and Methods
2.1. The State of Processor
The zinc oxide and chemical compounds, which are prepared by Merck Company, that is nearly insoluble in water but soluble in acids or alkalis. It occurs as white hexagonal crystals or a white powder commonly known as zinc white. Zinc white is used as a pigment in paints; less opaque than lithopone, it remains white when exposed to hydrogen sulphide or ultraviolet light. It is also used as filler for rubber goods and in coatings for paper.
2.2. The Batch Process
The sale of the proposed word is bench. The type of system is batch and the LPG as feed entrance to the nano bed column and is sweeten by the nano catalysts which are situated in the sponge layers.
3. Results and Discussion
Undoubtedly, the sulphide compound is corrosive and toxic, severely. Meanwhile, this component is in several industrial. We know the current technologies use huge resources of energy for removing the mercaptan and its family.
3.1. The Effect of Bed Height and Particle Diameter
Figures 1 and Figure 2 show the effect of bed height in the range of 9cm to 13cm at bed diameter of 5 cm, on the efficiency of mercaptan removal. In addition, the effects of different diameters of nanocatalyst are reported in the same Figures. The optimum operating temperature 55°C and pressure 11 atm is adjusted for the done experiments. Figure 1 shows the effect of spherical nano catalyst diameter and Figure 2 shows the effect of cylindrical nano catalyst diameter on the mercaptan elimination. The results don't show the strict trend of changes in the amount of mercaptan removal with the increase in the catalyst diameter. The particle diameter of 40 nm shows the minimum amount of outlet concentration of LPG per initial concentration of LPG for all experimental heights of bed when spherical catalyst is used. At particle diameter of 55 nm the highest value of ![]() is obtained for each experimental bed height using spherical type of catalyst. The smaller particle in diameter apparently provides higher porosity in catalytic bed and also higher effective mass transfer area. This may indicate the higher amount of
is obtained for each experimental bed height using spherical type of catalyst. The smaller particle in diameter apparently provides higher porosity in catalytic bed and also higher effective mass transfer area. This may indicate the higher amount of ![]() using nanoparticle with diameter of 55 nm. But, the diameter of 35 nm shows somehow higher amount of
using nanoparticle with diameter of 55 nm. But, the diameter of 35 nm shows somehow higher amount of ![]() with all height of bed than diameter of 40 nm, 45 nm and 50 nm. This may be related to the behaviour of fine particle in the nano scale which may have the higher amount of cohesion force between each other. In addition, the smaller particle diameter introduces the higher cohesion force and may cause the diffusion of LPG in the bed be slower and more difficult.
with all height of bed than diameter of 40 nm, 45 nm and 50 nm. This may be related to the behaviour of fine particle in the nano scale which may have the higher amount of cohesion force between each other. In addition, the smaller particle diameter introduces the higher cohesion force and may cause the diffusion of LPG in the bed be slower and more difficult.
Due to Figure 1 and 2, the increase in the bed height decreases the amount of ![]() using either spherical or cylindrical type. This trend is disturbed just at diameter of 55 nm of cylindrical catalyst and also height of 11 cm.
using either spherical or cylindrical type. This trend is disturbed just at diameter of 55 nm of cylindrical catalyst and also height of 11 cm.
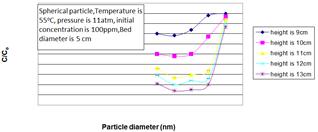
Figure 1. The effect of particle diameter and height of bed on the sulphur removal for spherical catalyst.
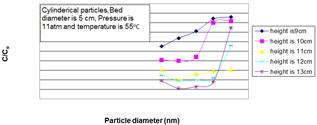
Figure 2. The effect of particle diameter and height of bed on the sulphur removal for cylindrical catalyst.
The nano catalyst with 45 nm and 10 cm bed height show the acceptable amount of mercaptan in the outlet for both cylindrical and spherical type, according to the Figures 1 and 2. Changes in diameter of catalyst in the range of 50 nm to 55 nm at heights of 11 cm to 13 cm reveal the effect of shapes of nanocatalyst in the amounts of ![]() . Perhaps the cylindrical shape of nano catalyst with 55 nm in diameter provide the most effective porosity and lower diffusion resistance toward LPG comparing with that is occurred with 12 cm and 13 cm bed height.
. Perhaps the cylindrical shape of nano catalyst with 55 nm in diameter provide the most effective porosity and lower diffusion resistance toward LPG comparing with that is occurred with 12 cm and 13 cm bed height.
3.2. The Effect of Amount of Input Mercaptan
The effect of mercaptan content in feed stream on the process performance is studied in Figure 3 for two kinds of nano catalyst, spherical and cylindrical with the 50nm in diameter, averagely. The effect of changing in concentration driving force at the optimum conditions of catalytic bed founded in experiments. The Figure 3 indicates on this fact that although the increase in the amount of driving force helps the rate of mass transfer but the finite amounts of available area of catalyst doesn't provide the effective mass transfer and remove the acceptable amount of sulphur. The aim of this Figure 3 is to predict the feasibility of using the proposed reactor for different feed stream. Due to the results, the increase in the amount of inlet sulphur concentration provides the acceptable amount of ![]() .
.
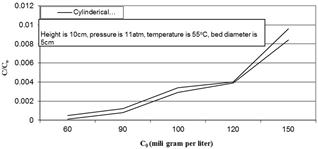
Figure 3. The effect of inlet concentration on the mercaptan removal.
4. Conclusions
The demercaptanization is a main process to sweetening process. The demercaptanization as desulphurization process is very important in the up and down stream process. The experimental results show the effect of diameter as geometrical condition on the demercaptanization from liquefied petroleum gas. So, the nano catalyst as increasing reagent is applied in this paper. The nano catalyst can improve the demercaptanization process to avoid poisoning, the corrosion problems and etc. the nano catalyst development in various areas proposes to perform many processes economically and efficiently. The optimum operating conditions and reactor characteristics for mercaptan removal with zinc oxide nano catalyst are investigated experimentally, in this work.
References
- Yuxiao Niu, Mingyang Xing, Baozhu Tian, Jinlong Zhang, 2012,"Improving the visible light photocatalytic activity of nano-sized titanium dioxide via the synergistic effects between sulfur doping and sulfation,’’Applied Catalysis B: Environmen., 115–116 (5) pp. 253-260.
- Corrie L., Carnes and Kenneth J.Klabunde, 2002,"Unique Chemical Reactivities of Nanocrystalline Metal Oxides toward Hydrogen Sulfide,’’ Chem. Mater., 14 (4) pp. 1806-1811.
- Mumin Rao, Xiangyun Song, Elton J. Cairns, 2012, ‘’Nano-carbon/sulfur composite cathode materials with carbon nanofiber as electrical conductor for advanced secondary lithium/sulfur cells,’’ J. Power Source., 205 (1), pp. 474-478.
- Yongguang Zhang, Yan Zhao, Aishuak Konarov, Denise Gosselink, Hayden Greentree Soboleski, P. Chen, 2013,"A novel nano-sulfur/polypyrrole/graphene nanocomposite cathode with a dual-layered structure for lithium rechargeable batteries,’’ J. Power Source., 241 (1), pp. 517-521.
- Hosseinkhani M., Montazer M., Eskandarnejad S., Rahimi M.K., 2012,"Simultaneous in situ synthesis of nano silver and wool fiber fineness enhancement using sulphur based reducing agents,’’Colloids and Surfaces A: Physicochem. Eng. Aspect., 415 (5), pp. 431-438.
- Konstantinos C. Christoforidis, Figueroa Santiago J.A., Fernández-García Marcos, 2012,"Iron–sulfur codoped TiO2 anatase nano-materials: UV and sunlight activity for toluene degradation,’’Applied Catalysis B: Environment., 117–118 (18), pp. 310-316.
- Vishal Balouria, Arvind Kumar, S.Samanta, A. Singh, A.K. Debnath, Aman Mahajan, R.K. Bedi, D.K. Aswal, S.K. Gupta, 2013,"Nano-crystalline Fe2O3 thin films for ppm level detection of MERCAPTAN,’’Sensors Actuators B: Chemical, 181, pp. 471-478.
- Eow, D., John, S.,2002,"Recovery of sulfur from sour acid gas: A review of the technology Environmental Progress,’’ American Institute Chem. Eng., 21, pp. 143-162.
- Habibi R., Rashidi A. M., Towfighi Daryan J., Alizadeh A., 2010,"study of the rod –like and spherical nano ZnO morphology on Mercaptan removal from natural gas". Appl. Surf. Sci., 257, pp. 434-439.
- Novochimskii I.I., Song CH., Ma X., Liu X., Shore L., Lampert J., Farrauto R. J., 2004, "Low temperature MERCAPTAN removal from steam containing gas mixtures with ZnO for fuel cell application. 2. wash- coated monolith". Ene. Fuel., 18, pp. 584-589.
- Novochimskii II., Song CH., Ma X., Liu X., Shore L., Lampert J., Farrauto R. J., 2004, "Low temperature MERCAPTAN removal from steam containing gas mixtures with ZnO for fuel cell application. 1. ZnO particles and extrudates". Ene. Fuel., 18, pp. 576-583.
- Arthour L.K., Richard B., 1997, "Gas purification", Nielsen edition.
- Habibi R., Towfighi Daryan J., Rashidi A.M., 2009, Shape and size-controlled fabrication of ZnO nanostructures using noveltemplates, J. Exp. Nanosci. 4 (1) 35-45.
- Farahbod Farshad, Bagheri Narges, Madadpour Fereshteh, Effect of Solution Content ZnO Nanoparticles on Thermal Stability of Poly Vinyl Chloride, Journal of Nanotechnology in Engineerin and Medicine, DOI: 10.1115/1.4025209, In press.



