
Industrial and Systems Engineering, Vol. 1, No. 1, September 2016 Publish Date: Aug. 25, 2016 Pages: 22-26
Review on Research Tool Condition Monitoring and Machining Processes in Turning
Mandhadi Anusha*, Venkata Ramesh Mamilla, G. Lakshmi Narayana Rao
Department of Mechanical Engineering, IS Institute of Technology, Ongole, Andhra Pradesh, India
Abstract
Conventional machining systems rely heavily on human operators for monitoring the process, taking the appropriate action in the event of a problem, inspecting the quality of the product, controlling the process and material handling. However, in recent years, manufacturing industry has been moving towards automated, un-manned machining to improve productivity and reliability. Thus, the implementation of an intelligent machining system, which can perform specified machining operations without detailed input from human operators in a harsh and unpredictable shop environment, has become increasingly important. This paper concerns an aspect of this general problem, namely the adaptability of a tool wear monitoring system under relatively minor changes in cutting conditions.
Keywords
Review, Tool Life, Wear, Turning Process
Received:August 4, 2016
Accepted: August 12, 2016
Published online: August 25, 2016
@ 2016 The Authors. Published by American Institute of Science. This Open Access article is under the CC BY license. http://creativecommons.org/licenses/by/4.0/
Contents
1. Introduction
Computer integrated manufacturing (CIM) systems have emerged in response to the requirements of greater flexibility, productivity, high precision and quality of the product. The need to improve the quality and decrease the scrap rate while increasing the production rate is forcing industry to consider untended machining as a viable alternative. But this leads the operator, who attempts to sense the effect of process variables and adjust the conditions accordingly, misguided in the many cases. Also some times the operator is incapable of responding fast to alter the conditions of operation accordingly. The former leads to high scrap rate and higher cost with the need for rework. The later leads to reduced productivity. Therefore appropriate sensors and associated monitors are, therefore, the key to successful implementation of an untended machining process.
Online monitoring methodology of a machining process is the key success of an untended machining process. The monitoring systems should be highly reliable, in order to leave the intelligent human operator out of manufacturing loop. The methodology to develop a monitoring system involves several key issues, like tool wear model, on-line signal processing, on-line signal detection, digital signal processing and model based controller. The model based controller serves as a link between the machining process and the detected signals from the sensors. For successful on-line monitoring, various sensors have been evaluated. These include, among others, sensors based on force, torque, power, vibration, deflection, acoustic emission and radioactivity. Though these sensors are successful in manufacturing shop floor, the need is felt more than ever if we were to be successful in implementing an untended manufacturing efficiently. In some machining operations, it is the lack of system’s process monitoring that is preventing total automation. The assurance of the total product qualityand the minimization of the manufacturing cost call for the use of non destructive, in-process sensing techniques to characterize, not only geometric dimensions, shape and size, but also the microstructure, internal defects, and material properties of the part. The availability of product quality information on-line enables us to control a manufacturing process is real time, realizing the objective of building quality into product by minimizing the viability in the product’s characteristic.
Tool wear is an important factor directly affecting the surface quality of the machined surface. In particular, flank wear requires close monitoring in turning. Wear development during machining can reach unacceptable levels very fast in some cutting conditions resulting in poor surface finish. The prediction and detection of tool wear before tool causes any damage on the machined surface becomes highly valuable in order to avoid loss of product, damage to the machine tool and associated loss in productivity. Developments in computer technology have made faster computation possible and economically viable for common users.
Most of the indirect approaches have been developed for fixed cutting conditions. In practical applications, however the cutting conditions are not fixed. The depth of cut changes because of part geometry and the feed might change according to control strategies and the speed will change according to the surface finish requirement. Therefore wear estimation strategy under varying cutting conditions is needed. A Model-based methodology has been developed to estimate the flank wear and the tool life in turning process under varying cutting conditions. The cutting force in a machining operation depends on the cutting variables like the cutting speed ‘v’, the feed ‘f’, the depth of cut ‘d’, the time ‘t’ and on the tool wear ‘W’. The wear itself depends on the cutting variables, i.e., W (v, f, d, t). Any change in the cutting condition affects the force measurements both directly and also indirectly through the wear. The key idea is to employ the relationship between force and the flank wear. Results confirm the effectiveness of this strategy in turning with varying speed, feed, and depth of cut or cutting time.
The main objective of this paper is to develop an intelligent on-line monitor, to recognize the process irregularities in terms of tool wear and to estimate the the corrective actions to untended machining operation. By exploring the advantages of neural networks, an artificial Neural Network monitor is developed.
2. Motivations for the Research in Tool Condition Monitoring
On-line tool wear estimation in machining has been investigated by numerous researchers. Yet, despite years of research in this area, a reliable on-line tool wear measurement technique does not exist [1-2]. Direct measurement of tool wear using optical methods can only be employed when the tool is not in contact with the work piece. Radiometric techniques as direct measurement techniques have not proven to be practical for production environments [2]. Indirect methods which rely on the relationship between tool wear and measurable signal (e.g., force, torque, acoustic emission, temperature and vibrations) to estimate the wear have also been extensively studied [3].
Most of the indirect approaches have been developed for fixed cutting conditions [1-4]. In practical applications, however the cutting conditions are not fixed. The depth of cut changes because of part geometry and the feed might change according to control strategies and the speed will change according to the surface finish requirement. Therefore wear estimation strategy under varying cutting conditions is needed.
A number of researchers [5-8] reported application of neural network systems in tool condition monitoring and prediction of tool wear and tool life. Applying neural networks analogy for tool condition monitoring, is a reliable and attractive alternative as opposed to previously employed empirical methods [1-4] with sensor fusion, vibrations, ultrasonic, torque, power, speed and temperature sensors. The major advantages of using neural networks are the ability to model, mathematically calculate, and match non-linear tool wear patterns. It is worth to note that most of the work reported in the literature uses single cutting condition to train neural networks, whereas multi cutting conditions should be used for training to increase resolution and accuracy of the predictions.
The first and foremost motivation for the implementation of Artificial Neural Networks (ANN) in Tool condition Monitoring (TCM) is a desire to build a new breed of powerful computers to solve a variety of problems that are providing to be very difficult with conventional digital computers. Cognitive tasks such as recognizing a familiar face, learning to speak and understand a natural language and guiding mechanical hand to grasp objects of different shapes are some examples that come to mind quickly. Problems of this kind typically involve pattern recognition under real world conditions, fuzzy pattern matching, non-linear discrimination or optimization that is, these tasks are analogous to those typically performed by our brain, and are beyond the reach conventionally programmed computers as well as rule based expert system. So the techniques like neural networks are very much suitable for these type of problems.
Another motivation to research in neural network area is a desire to develop cognitive models that can serve as a foundation for artificial intelligence. In spite of this, a forcible motive behind the current enthusiasm for artificial neural networks is its ability to solve diversity of hard problems.
3. Existing Methods to Monitor the Machining Processes
In an untended machining process, the knowledge of tool state plays a central role in the process diagnostic system. In most of the machining processes, the primary method of producing form and dimensions on a work piece is the removal of material from thework piece using cutting tools [9]. During this process the tool also loses some amount of material, which is referred to as tool wear. Tool wear is undesirable as it gives poor qualityof the machined surfaces and causes unpredictable changes in work piece geometry. A cutting tool may be removed from service as a result of either gradual wear on the faces of the tool or catastrophic failure resulting from sudden fracture or high temperature weakening of the tool. The monitoring of gradual wear requires the development of reliable methodologies [9-12].
Online monitoring and compensation of the tool wear would be of great help to avoid the increase in cutting force, loss of accuracy, deterioration in surface finish, increase in cutting temperature and increase in vibration due to tool wear [1-4]. Also it bound to result in the improved quality of the product. One of the major problem arising in the development of on-line monitoring of machining process, is the correct choice and availability of the tool wear sensors that should have accuracy, reliability and be economical at the same time. The tool wear can be monitored in various ways. One method to monitor the tool wear is off- linetool wear monitoring. Off-line monitoring is performed by person (using a microscope) or automatically by sensors that measure the tool geometry or the amount of tool particles in chips. Since it involves a time delay in tool wear measurement, they are not suitable for on-line applications [7-8]. Tool life algebraic equations have been widely used for more than eighty years and one of that equation is Taylor’s tool life equation. This equation is based on only on the final state of tool wear and gives the period of time during which the cutting tool, under certain cutting conditions, will develop a predefined amount of wear. This relation do not describe the state of tool wear during cutting. This limitation prevents their usage prediction and adaptive control and they are useful only in the pre-process calculation of the tool changing times. Tool wear can also be determined by differential equations that are derived off-line measurements which uses the whole cutting process for tool wear measurement. But the accuracy of this estimation depends purely on completeness and correctness of the whole cutting process formulation, which is very hard to obtain.
The other ways of monitoring the tool wear are directand indirect methods [1-4]. Although both the methods use sensors to monitor the tool wear, but they differ in some aspects. In the direct method, sensors directly measures the tool wear, such as optical scanning technique, electrical resistance, radio active technique, measurement of tool geometry, change in work piece size and analysis of tool wear particles in the chips. The optical scanning technique is limited because of the uncertainty of the tool wear zone and production environment (i.e., coolant, chips etc.), the electrical resistance involves special preparation of the tools which is costly and inconvenient and radioactive technique has a potential danger of radioactivity. The measurements about the change in workpiece dimensions may be prone to error because of the effect of temperature rise, deflection due to cutting forces and inaccuracies in the machine tool structure.
4. Types of Tool Wear
Tool wear or tool failure may be classified as follows:
• Flank wear.
• Crater wear on tool face.
• Localized wear such as the rounding of the cutting edge, and
• Chipping of the cutting edge.
4.1. Flank Wear
Flank wear and crater wear are shown in fig.2(b). Flank wear is attributed usually to the following reasons:
1. Abrasion by hard particles and inclusions in the work piece.
2. Shearing of the micro welds between tool and work material.
3. Abrasion by fragments of built-up edge plowing against the clearance face of the tool.
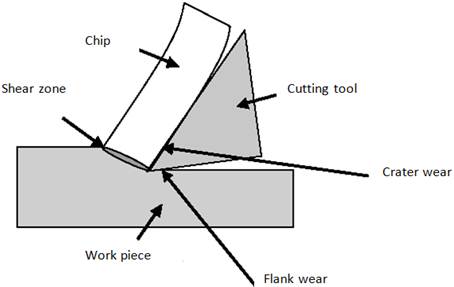
Figure 1. Tool wear zones.
4.2. Crater Wear
Crater wear usually occurs due to
1. Severe abrasion between the chip and tool face.
2. High temperatures in the tool-chip interface reaching the softening or melting temperature of the tool resulting in increased rate of wear.
Crate wear is more common in cutting ductile materials, which produce continuous chips. Also it is more common in HSS (high speed steel) tools rather than ceramic or carbide tools which have much higher hot hardness.
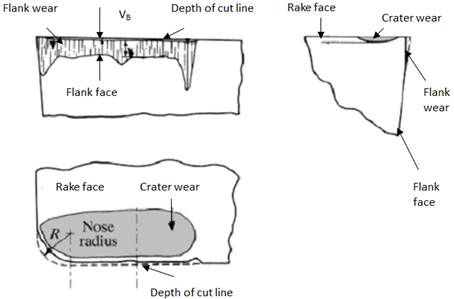
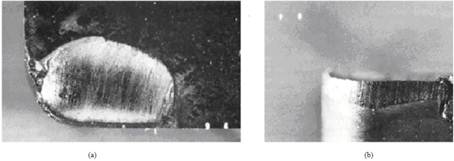
Figure 2. (a). Crater wear (b) Flank wear.
5. Conclusion
This paper concludes that the discussion about the difficulties of wear lead to the indirect measuring techniques to measure accessible process variables (such as cutting forces, machine tool vibrations, acoustic emission etc.), which are related to tool wear and correlating the changes in the tool wear. Changes in the cutting force because of gradual wear of the tool are usually very small to be used for any accurate and reliable correlation between the two. Indirect methods falling into two categories: static methods and dynamic methods. Static methods use some static characteristics of the monitoring signal such as the mean, the root mean square value (rms) etc. Unfortunately, static methods are often too sensitive to the variation of the cutting conditions. Therefore the dynamic methods are developed, which uses the dynamic characteristics of the monitoring signal to identify the tool condition. However the dynamic methods have two major problems. First the estimation of the process model requires heavy computation; the second, the calculations usually involve a non-linear search, which may not give accurate results.
The majority of techniques discussed above for the tool wear sensing is limited due to inadaptability to on-line monitoring, influence of external disturbances unrelated to tool wear on the measured signal, and inability of instrumentation to operate reliably in immediate vicinity of the cutting process.
References
- Jae-WoongYoun, Min-Yang Yang, "A study on the relationships between static/Dynamic cutting force components and tool wear",ASME transactions, vol.no.123, May 2001, pp.196-205.
- YoremKoren, Tsu-RenKo, A. GalipUlsoy, KouroshDanai., "Flank wear estimation under varying cutting conditions" Transactions of ASME, vol.113, June 1991, pp.300-307.
- C.Robenstein, "An analysis of tool life based on flank face wear – part1", ASME Journal of engineering for industry, vol.no 1, 1976, pp. 221–226.
- C.Robenstein, "An analysis of tool life based on flank face wear – part 11", ASME Journal of engineering for industry, vol.no 1, 1976, pp. 227–232.
- TagrulOzel and AbhijitNadgir, "Prediction of flank wear by using back-propagation neural network modeling when cutting hardened H-13 steel with chamfered and honed CBN tools", International Journal of Machine Tools and Manufacturing 42 (5) (1994) 287–297.
- A. Nadgir, T. O¨ zel, Neural network modeling of flank wear for tool condition monitoring in orthogonal cutting of hardened steels. In: Proceedings of 4th International Conference on Engineering Design and Automation, July 30–August 2, Orlando, Florida,USA, 2000.
- R. G. Khanchustambham, "A neural network approach to on-line monitoring of machining processes", System research center, University of MARYLAND, 1992.
- R.G. Khanchustambham, G.M. Zhang, A neural networkapproach to on-line monitoring of turning process, in: International Joint Conference on Neural Networks, Baltimore, Maryland, 1992, pp. 889–894.
- HMT, "Production Technology"2000.
- A, Ghosh and A.K. Mallik., "Manufacturing Technology"East-west press, NewDelhi,1998.
- Sen and Bhattacharya., "Metal cutting mechanics".
- Fryderyk E. Gorczyca, P. E., C. Mfg. E "Application of metal cutting theory", Industrial press, Newyork, 1987.
- Geoffrey Boothroyd and Winston A. Knight, "Fundamentals of machining and machine tools", Marcel Decker pub,US 1989.
- Laurence Fausett, "Fundamentals of neural networks" Prentice Hall, Englewood Cliffs, 1997.
- Gold Berg, "Genetic Algorithms"1993.
- Ranjit Roy, "A primer on Taguchi method"1997.
- Trent, E.M., Wright, Paul K. Metal Cutting. Boston: Butterworth-Heinemann, 2000.
- P. C. Sharma, "Production Engineering", SCHAND & Company, 2000.
- S. K. HajraChoudhury, S. K. Bose, A.K. HajraChoudhury, "Elements of Workshop Technology- Vol 11", Media promoters &Publishers Pvt Ltd, 1994.



