Journal of Nanoscience and Nanoengineering, Vol. 1, No. 3, October 2015 Publish Date: Aug. 17, 2015 Pages: 115-118
The Investigation of New Process for Propane Sweetening
Reza Honarmand1, 2, Farshad Farahbod3, *
1Department of Chemical Engineering, Science and Research branch, Islamic Azad University, Sirjan, Iran
2Department of Chemical Engineering, Sirjan branch, Islamic Azad University, Sirjan, Iran
3Department of Chemical Engineering, Firoozabad Branch, Islamic Azad University, Firoozabad, Iran
Abstract
Desulphurization is a set of technologies used to remove sulphur compounds from sour. So, this process can called as environmental friendly. Application of nano cobalt oxide catalyst in propane sweetening is studied, in this work. Experiments are held to evaluate the operating and geometrical parameters in the adsorption process. The quality of process is defined as the ratio of final concentration of sulphuric compounds on the initial concentration of sulphuric compounds.Results show the optimum pressure and temperature for both type of spherical and cylinderical is 16 bar and 85 °C.
Keywords
Optimum Conditions, Proposed Process, Sweetening, Gas, Catalyst
Received: July 31, 2015
Accepted: August 9, 2015
Published online: August 17, 2015
@ 2015 The Authors. Published by American Institute of Science. This Open Access article is under the CC BY-NC license. http://creativecommons.org/licenses/by-nc/4.0/
1. Introduction
Desulphurization is a set of technologies used to remove sulphur dioxide (![]() ) sour fuel and from the emissions of other sulphur oxide emitting processes.
) sour fuel and from the emissions of other sulphur oxide emitting processes.
1.1. Review on the Desulphurization Process
Methods of removing sulfur dioxide from sour oil and furnace exhaust gases have been studied for over 150 years. Early ideas for sour oil and flue gas desulfurization were established in England around 1850 [1]. With the construction of large-scale power plants in England in the 1920s, the problems associated with large volumes of ![]() from a single site began to concern the public. The
from a single site began to concern the public. The ![]() emissions problem did not receive much attention until 1929, when the House of Lords upheld the claim of a landowner against the Barton Electricity Works of the Manchester Corporation for damages to his land resulting from SO2 emissions. Shortly thereafter, a press campaign was launched against the erection of power plants within the confines of London [1]. This outcry led to the imposition of SO2 controls on all such power plants. The first major desulfurization unit at a utility was installed in 1931 at Battersea Power Station, owned by London Power Company. In 1935, a desulfurization system similar to that installed at Battersea went into service at Swansea Power Station [2]. The third major desulfurization system was installed in 1938 at Fulham Power Station. These three early large-scale desulfurization installations were abandoned during World War II. Large-scale desulfurization units did not reappear at utilities until the 1970s, where most of the installations occurred in the United States and Japan. Desulphurisation of crude oil is an important process used in a petroleum refinery to reduce the sulphur concentration and production of fuel products such as gasoline, jet fuel, kerosene, diesel and heating oil. So, the resulting fuels meet environmental protection standards. The challenge of fulfilling the world’s growing transportation energy needs is no longer a simple issue of producing enough liquid hydrocarbon fuels [3]. This challenge is instead accentuated by a complex interplay of environmental and operational issues. Environmental issues include societal demands that liquid hydrocarbon fuels be clean and less polluting [4]. The emergence of new refining processes and the increasing use of new forms of energy production, e.g., fuel cells, exemplify operational issues. Together, these trends are driving the need for deep desulfurization of diesel and jet fuels.
emissions problem did not receive much attention until 1929, when the House of Lords upheld the claim of a landowner against the Barton Electricity Works of the Manchester Corporation for damages to his land resulting from SO2 emissions. Shortly thereafter, a press campaign was launched against the erection of power plants within the confines of London [1]. This outcry led to the imposition of SO2 controls on all such power plants. The first major desulfurization unit at a utility was installed in 1931 at Battersea Power Station, owned by London Power Company. In 1935, a desulfurization system similar to that installed at Battersea went into service at Swansea Power Station [2]. The third major desulfurization system was installed in 1938 at Fulham Power Station. These three early large-scale desulfurization installations were abandoned during World War II. Large-scale desulfurization units did not reappear at utilities until the 1970s, where most of the installations occurred in the United States and Japan. Desulphurisation of crude oil is an important process used in a petroleum refinery to reduce the sulphur concentration and production of fuel products such as gasoline, jet fuel, kerosene, diesel and heating oil. So, the resulting fuels meet environmental protection standards. The challenge of fulfilling the world’s growing transportation energy needs is no longer a simple issue of producing enough liquid hydrocarbon fuels [3]. This challenge is instead accentuated by a complex interplay of environmental and operational issues. Environmental issues include societal demands that liquid hydrocarbon fuels be clean and less polluting [4]. The emergence of new refining processes and the increasing use of new forms of energy production, e.g., fuel cells, exemplify operational issues. Together, these trends are driving the need for deep desulfurization of diesel and jet fuels.
This paper focuses on the configuration of synthesized nano particles which are affected on the sweetening of sour propane.
1.2. Desulphurization Processes
In the past two decades gas refining has changed extensively and the fortunes of hydro treating, in particular, have witnessed a sea change [5]. Hydro-treaters now occupy a central role in modern refineries and more than 50% of all refinery streams now pass through hydro-treaters for conversion, finishing, and pre-treatment purposes [6]. Hydro-desulfurization is the largest application of catalytic technology in terms of the volume of material processed [7]. On the basis of usage volume, HDS catalysts are ranked third behind catalysts used for automobile emission control and FCC [8]. Commercial hydro treating catalysts are, typically, Cobalt, Molybdenum or Zinc. Cobalt and Molybdenum, are known for its high hydrogenation activities, is preferred as a promoter when feed stocks containing high amounts of nitrogen and aromatics need to be processed [9].
It seems nano particles such as metal oxides can promote the heating and cooling process [10]. For example, the nano substances like; metal oxides can enhanced the thermal stability of some of materials [11].
In this study, cobalt oxide nano catalyst (spherical and cylindrical) is used for propane sweetening process. So, the operating and geometrical parameters are evaluated in this paper. Therefore, the gained results can be interesting for related industries and can be applicable in process optimization.
2. Materials and Method
Figure 1 shows the propane sweetening experimental set up. All equipments are made up of stainless steel since it is non-corrosive material. Sour propane feed tank contains sulphuric compounds and propane gas is used and the flow rate is adjusted by the valves. After passing a filter an electrical heater the sour propane stream flows through a compressor.
The gas is compressed and passes through a filter again and then is fed into the reactor with an adjusted flow rate. Changing the operating conditions in synthesis of cobalt oxide causes different structures of this metal oxide.
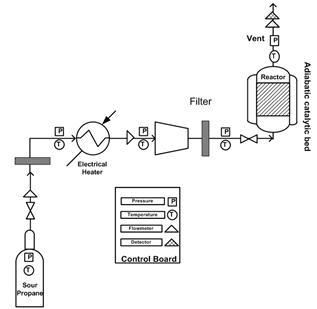
Figure 1. Schematic diagram of the experimental set up.
3. Results and Discussion
Experiments are held to evaluate the effect of process operating conditions and geometrical conditions of the nano catalytic bed and also nano particle diameter on the process performance. The ratio of the sulphuric compounds final concentration on the initial concentration of sulphuric compounds is considered as the creteia of the performance quality of the sweetening process. Experimental results are presented in this section and the optimum conditions which leads to the higher performance quality can be surveyed by analyzing the curves.
3.1. The Geometrical Conditions
The geometrical conditions are important beside the operation conditions. The previous literatures have not focoused on this items, so the author evaluate the parameters which are related to geomaterials conditions.
3.2. The Effect of Operating Conditions
The changes in the operating pressure and operating temperature on the performance quality are illustrated in Figure 2 and 3, respectively. The feed stream contains 58 ppm of sulphuric compounds. Commonly, the high ranges of pressure and low ranges of temperature are introduced as the operating conditions in the contactor towers. Operating pressure are changed in values of 10, 13, 16 and 19 bar and operating temperature are varies in values of 65, 75, 85, 87 and 89 °C considering to the usual conditions in the adsorption reaction of sulphuric compounds, strength of equipment and saftey regulations in the laboratory. Two types of nano catalyst cylinderical and spherical shape with 77 nm in diameter are applied in the cataytic bed. According to the Figure 2, the increase in the operating pressure decreaes the process quality at 65 and 75 C and at all amounts of pressures, generally using cylinderical type. However, this trend is changed for 13 bar and 89 C, 19 bar and 85, 87 and 89°C. This may show the proper range of low temperature at the applied pressure in the sulphuric compounds adsorption process. So, 89°C and temperatures higher than 75 °C are not proper operating temperatures at 13 bar and 19 bar, respectively. Also, the increase in the amount of pressure from 13 bar to 16 bar shows the considerable decrease in the amount of C/C0. The higher pressures 16 bar and 19 bar present thr lower value of C/C0 at the lower temperature. So, the case of determination of the minimum values of energy consumption can be discussed, here. However, considering the srength of reactor vessel, the higher temperatures (85, 87 °C) results better amounts of C/C0 at lower pressures of 10 bar and 13 bar.
Operating conditions of 16 bar and 85°C can be introduced as the optimum operating conditions in the experiments. This is determind due to the marketing standard value of amount of sulphuric compounds in the sweet gas stream which is lower than 4 ppm which is 3.54 ppm at 16 bar and 85 °C.
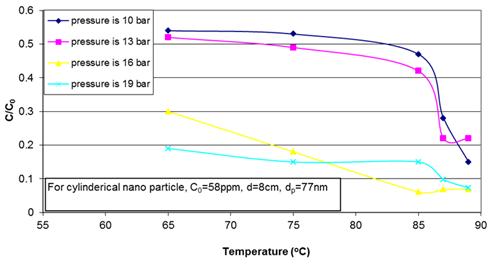
Figure 2. Performance quality versus operating conditions using cylindrical nano ctalayst.
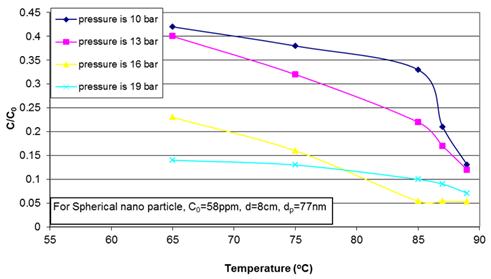
Figure 3. Performance quality versus operating conditions using spherical nano ctalayst.
Figure 3 shows the changes in the amounts of C/C0 according to the changes on the operation tempertaure and pressure using the spherical type of nano catalyst. The lower amounts of C/C0 are obtained at higher tempeartures and constant pressure. The increase in the pressure value from 13 bar to 16 bar decreases the amount of C/C0 considerably, comparing with the changes from 10 to 13 bar or 16 to 19 bar. The higher pressure values obtain lower amounts of C/C0 using 75 and 85°C, however this is not obtained at temperatures higher than 75 °C initiallizing the operating pressure of 16 bar and 19 bar. This may relates to the effective operation pressure of gas stream in the nano catalytic bed which provides the proper effective gas diffusion into the catalyst at the adjusted temperature.
4. Conclusion
The performance quality of nanocatalytic gas sweetening process is surveyed in this study. The effect of parameters which are responsible in mass transfer phenomena such as dimensions of catalytic diameter, diameter of nano catalyst, shape of nano catalyst and initial driving force are surveyed. Also, the effect of temperature and pressure on the amount of process quality is considered in this work. The main experimental results are presented as follows: the optimum pressure and temperature for both type of spherical and cylinderical is 16 bar and 85 °C. Although the obtained amount of C/C0 for spherical type is 0.054 and lower than that is obtained (0.061) using cylinderical type with the same diameter of 77 nm.
References
- Yuxiao Niu, Mingyang Xing, Baozhu Tian, Jinlong Zhang, 2012, ‘’Improving the visible light photocatalytic activity of nano-sized titanium dioxide via the synergistic effects between sulfur doping and sulfation,’’Applied Catalysis B: Environmen. 115–116 (5) pp. 253-260.
- Rao Mumin, Song Xiangyun, Cairns Elton J., 2012, ‘’Nano-carbon/sulfur composite cathode materials with carbon nanofiber as electrical conductor for advanced secondary lithium/sulfur cells,’’ J. Power Source., 205 (1), pp. 474-478.
- Zhang Yongguang, Zhao Yan, Konarov Aishuak, Gosselink Denise, Soboleski Hayden Greentree, Chen P., 2013, ‘’A novel nano-sulfur/polypyrrole/graphene nanocomposite cathode with a dual-layered structure for lithium rechargeable batteries,’’ J. Power Source., 241 (1), pp. 517-521.
- Hosseinkhani M., Montazer M., Eskandarnejad S., Rahimi M.K., 2012, ‘’Simultaneous in situ synthesis of nano silver and wool fiber fineness enhancement using sulphur based reducing agents,’’Colloids and Surfaces A: Physicochem. Eng. Aspect., 415 (5), pp. 431-438.
- Christoforidis Konstantinos C., Figueroa Santiago J.A., Fernández-García Marcos, 2012, ‘’Iron–sulfur codoped TiO2 anatase nano-materials: UV and sunlight activity for toluene degradation,’’Applied Catalysis B: Environment., 117–118 (18), pp. 310-316.
- Balouria Vishal, Kumar Arvind, Samanta S., Singh A., Debnath A.K., Mahajan Aman, Bedi R.K., Aswal D.K., Gupta S.K., 2013, ‘’Nano-crystalline Fe2O3 thin films for ppm level detection of sulphuric compounds,’’Sensors Actuators B: Chemical, 181, pp. 471-478.
- Habibi R., Rashidi A. M., Towfighi Daryan J., Alizadeh A., 2010,"study of the rodlike and spherical nano ZnO morphology on Sulphuric compounds removal from natural gas". Appl. Surf. Sci., 257, pp. 434- 439.
- Novochimskii II., Song CH., Ma X., Liu X., Shore L., Lampert J., Farrauto R. J., 2004, "Low temperaturesulphuric compoundsremoval from steam containing gas mixtures with ZnO for fuel cell application. 1. ZnO particles and extrudates". Ene. Fuel. , 18, pp. 576-583.
- Habibi R., Towfighi Daryan J., Rashidi A.M., 2009, Shape and size-controlled fabrication of ZnO nanostructures using noveltemplates, J. Exp. Nanosci. 4 (1) 35-45.
- Luis F. Ayala, Doruk Alp., 2008,Evaluation of "Marching Algorithms" in the Analysis of Multiphase Flow in Natural Gas Pipelines, J. Energy Resour. Technol. 130(4), 043003.
- Yilin Wang John., 2011, WellCompletion for Effective Deliquification of Natural Gas wells, J. Energy Resour. Technol. 134(1):013102.



