Journal of Environment Protection and Sustainable Development, Vol. 1, No. 2, May 2015 Publish Date: May 7, 2015 Pages: 74-80
Performance Improvement by Auditing of Some Iron Ore-Dressing Plants from Bellary Region, Karnataka State, India
B. P. Ravi*, S. J. G. Krishna, C. Rudrappa, P. S. Kumar, P. C. Nagannor
Mineral Processing Department, VSKU PG Centre, Nandihall, Karnataka State, India
Abstract
The sustainable viability of a mineral enterprise depends on improving the concentrate quality, generating readily salable by-products, improving recovery, throughput, and reduction of unit cost rate and maximize the unit income rate and thereby unit profit rate. The present paper discuses the importance of process plant audit for improving the mineral processing plant performance as indicated by different case studies of iron ore dressing plants in Bellary region, Karnataka state.
Keywords
Iron Ore Processing, Audit, Gravity and Magnetic Concentration, Iron Ore Washing and Classification
Received: April 3 2015 / Accepted: April 15 2015 / Published online: May 5, 2015
@ 2015 The Authors. Published by American Institute of Science. This Open Access article is under the CC BY-NC license. http://creativecommons.org/licenses/by-nc/4.0/
Contents
1. Introduction 2. Process Auditing 3. Performance Improvement by Auditing of Iron Ore-Dressing Plants 3.1. Performance Improvement of an Iron Ore Washing Plant Near Hospet 3.2. Performance Improvement of an Iron Ore Dressing Plant at Bellary 3.3. Plant Auditing of an Iron Ore Dressing Plant in Hospet 4. Conclusions Acknowledgements
1. Introduction
The viability of a mineral enterprise necessitates the development of specific techno-economic model for optimum operations. The co-dependence of ore variability - process variables, interdependence of different operations in a mineral enterprise, non-quantifiable factors needs continuous monitoring. This continuous monitoring and generation of a dynamic techno-economic model is difficult. Hence, age old philosophy of improving viability by maximizing recovery and productivity seems unsustainable, till significant overall unit cost rate reduction and enhancement of overall unit revenue and profit rate is achieved. The performance improvement of the plant needs the routine auditing studies, for reducing the overall unit cost and to improve the cash flow. The literature review on plant performance improvement studies by auditing are limited except the works of Malhotra (2000), Rao and Gred Ehrentraut (2002), Ravindranath and Sharma.(2005) , Louis et.al. (2005 &2010) and Shekar and Jain(2006).
Audit is defined as a formal, thorough and periodic examination – evaluation of a system [ D Malhotra(2000)] The global audit is divided into geological audit, mining audit, marketing audit, energy audit, process audit and environmental-safety audit. The present paper deals with metallurgical process audit and its role in plant overall performance improvement in the case of few iron ore dressing plants of Bellary region.
2. Process Auditing
The aim of process auditing is to understand the effect of the process variables on the profitability. Table 1 denotes the steps and out line of process auditing as enumerated by D Malhotra (2000). The auditing job is complicated due to ore variability, mismatched equipment, changing market specifications, enforcement of stringent environmental guide lines and cost escalation due to inflation as enumerated by previous works 1-6. The performance improvement studies by process auditing are demanding from time – economic viewpoint. Sometimes it is frustrating due to ill defined objective, improper problem identification and lack of will for implementation. It is a tough job as conceptual ideas have to be sold enumerating the costs, time and risk factors with relation to the benefits obtained. The problem compounds if the historical data is improperly logged and sampling points in the circuit are improperly located. However, the total involvement of plant team with proper communications is the key to solve the teething problems associated with auditing. The data is analysed logically, scientifically, stastically keeping techno-economics in view. Once the problem is identified, test works under simulated conditions, based on evolutionary and revolutionary concepts, are conducted. Conclusions are drawn evaluating the alternatives for solving the problems. The recommendations are made based on sustainable benefits. After on-site implementations, circuit is sampled, the results with techno-economic benefits are evaluated with reference to base line and projected values. Recommendations for improvements are suggested.
3. Performance Improvement by Auditing of Iron Ore-Dressing Plants
The flexibility of process auditing for diverse cases to improve the overall performance of plant from techno-economic view point are discussed below. The program objectives vary due to the time, money and operating philosophy constraints of the company. The process auditing has to be flexible to cater the present needs in stages with an integrated approach in future. The following are some case studies of plant performance improvement in case of some iron ore dressing plants.
Table 1. Outline of steps in a metallurgical process auditing [1]
| Outline of steps |
| Define project objective |
| Check the objective |
| Identify the problem |
| Review the historical data |
| Designing the sampling campaign |
| Sample the unit operations/circuit |
| Logical data analysis and base line data preparation |
| Test work in simulated conditions-evolutionary and revolutionary concepts |
| Techno – economic evaluation of alternatives, comparing with similar industrial data base |
| Recommendations, on site implementation and evaluation |
| Conclusions |
3.1. Performance Improvement of an Iron Ore Washing Plant Near Hospet
An iron ore washing plant near was washing crushed / natural iron ore fines to obtain +60% Fe grade concentrate with 10% not exceeding +10mm and -0.1 mm size. The process comprised of drawing the ore from bin via feeder at 100 tph and fed to screen for removing 10mm over size. The screen under size and water was added to the feed port of 0.48 m dia spiral classifier bypassing a drum scrubber. The reason for circumventing drum scrubber was to reduce the energy cost and bottleneck due to maintenance of rollers of scrubber. The 0.48 m dia classifier was flared over flow type with 0.72 m wide and 120% dia submergence at maximum weir level and 70% submergence at minimum weir level. The spiral was twin pitched with pitch of 0.25 diameter. The rpm of spiral was found to be 6. It was reported that the washability performance of classifier was poor. The iron ore fines assaying 54.40% Fe, 9.53 % SiO2, 5.88%Al2O3 and 4.77% LOI when treated, yielded muddy classifier sand assaying 56.40% Fe, 8.33 % SiO2, 5.08%Al2O3 and 3.77% LOI with 62.2% Fe distribution, at wt% yield of 60. The slimy tails assayed 52.77. As the product failed to meet the specified grade of +60% and exceeded the 10% limit for -0.1mm size, the company requested for a plant performance improvement study.
The activity comprised of (a) Review of historical and design data, sample the unit circuits, observation, characterization – test work, data analysis and base line data preparation. (b) Short term modification (STM –1) and evaluation of its benefits with reference to base line data. (c) Long term modification and its evaluation.
3.1.1. Base Line Data
During the plant visit it was noticed that the classifier was not fed properly dispersed pulp. Further the feed point was close to weir affecting the settling. Fig 1 shows the flowsheet of washing plant. A representative sample which was collected was subjected to characterization studies comprising of chemical, mineralogical and scrubbing followed by wet sieve analysis. The results are shown in Table 2. The laboratory results confirmed some of the observations during the plant visit. Further preliminary diagnostic amenability test on dried-0.15 mm fraction indicated that the sample is amenable to both gravity and Frantz iso dynamic magnetic separation tests producing concentrates assaying +64%Fe.
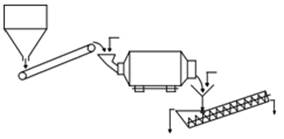
Fig 1. Scrubbing and Spiral classification in Iron ore washing plant
Table 2. Characterization studies of feed sample of 100 tph iron ore washing plant
| Size | Aperture In Microns | Wt% | Cum. Wt% Passing | Assay% | % Distn. Fe | |||
| Fe | SiO2 | Al2O3 | LOI | |||||
| -12+0.15mm[Cal] | 37.5 | 60.30 | 4.38 | 3.13 | 3.81 | 40.9 | ||
| -0.15+0.053mm[Cal] | 17.3 | 61.17 | 6.24 | 2.93 | 3.23 | 19.2 | ||
| -12+0.053mm[Cal] | 54.8 | 60.57 | 4.97 | 3.06 | 3.63 | 60.1 | ||
| -300# | 53 | 45.2 | 45.2 | 48.77 | 13.47 | 8.69 | 6.57 | 39.9 |
| HEAD[Cal] | D80 0.6mm | 100.0 | 55.24 | 8.81 | 5.61 | 4.96 | 100.0 | |
3.1.2. Short Term Modification
The previous scrubbing and classification circuit was restored. Further the company was asked to incorporate the hydrocycloning of classifier overflow. The feed sample was scrubbed in a drum scrubber and then fed to spiral classifier. The feed port was kept at about 0.3 length of spiral [maximum distance].Spray washing of raked up sands along the inclined length of spiral was arranged. The sand was dewatered over dewater screen. The dewater screen under flow and spiral classifier over flow was then pumped to 125mm dia cyclone battery cutting slimy over flow. The results of STM are given in Table 3. The classifier sand assaying 60.5% Fe with 44% Fe distribution at weight% yield of 40 was produced, meeting the specification though the yield is reduced. The cyclone under flow sand assaying 61.6% Fe with 28% Fe distribution at weight % yield of 25 was produced. The cyclone over flow slimes assayed 44% Fe with 28% Fe distribution at weight % yield of 35.0.
3.1.3. Long Term Modification
The amenability tests indicated that the slimes sample was amenable to both gravity and magnetic separation yielding +64% Fe concentrates. As a long term measure, the spiral classifier over flow was passed through the 2m dia VPWHIMS at background 1.1T intensity and 1.5mm dia rod matrix on a trial basis. It produced a magnetic concentrate assaying 63% Fe with 36.0% Fe distribution at weight % yield of 31.5 The nonmagnetic tails assayed less than 40% Fe. The magnetic concentrate up on dewatering may be used in pellet industries. The results are given in Table 3
Table 3. Results of base line and short term modification of iron ore washing plant
| Conditions | Products | Wt% /tph | %Fe | |
| Assay | Distn | |||
| Base line data; Unscrubbed solid feed fed close to weir | Classifier sand | 60.0 | 56.40 | 62.2 |
| Classifier over flow | 40.0 | 51.40 | 31.8 | |
| Head [Cal] | 100.0 | 54.40 | 100.0 | |
| Short Term Modification: Scrubbed and dispersed pulp fed max feed port away from weir. The classifier over- flow was pumped to a cluster of 125 mm cyclones [ cut size D50 15 microns] | Classifier sand [C1] | 40.0 | 60.50 | 44.0 |
| Cyclone under flow[C2] | 25.0 | 61.60 | 28.0 | |
| Cyclone overflow | 35.0 | 44.00 | 28.0 | |
| Head [ Cal] | 100.0 | 55.00 | 100.0 | |
| Composite concentrates [C1 +C2] [Cal] | 65.0 | 60.92 | 72.0 | |
| Spiral classifier over flow [Cal] | 60.0 | 51.33 | 56.0 | |
| Long Term Modification: Scrubbed and dispersed pulp fed max feed port away from weir. The classifier over- flow pumped to a 2m dia VP WHIMS, 1.5 mm rod matrix, 1.1 T Back ground intensity | Classifier sand [C1] | 40.0 | 60.50 | 44.0 |
| COF WHIMS Mag concentrate[C2] | 31.5 | 63.00 | 36.0 | |
| COF WHIMS Non mag tails | 28.5 | 38.60 | 20.0 | |
| Head [ Cal] | 100.0 | 55.00 | 100.0 | |
| Spiral classifier over flow [Cal] | 60.0 | 51.33 | 56.0 | |
| Composite concentrates [C1 +C2] [Cal] | 71.5 | 61.54 | 80.0 | |
| Spiral classifier over flow [Cal] | 60.0 | 51.33 | 56.0 | |
3.2. Performance Improvement of an Iron Ore Dressing Plant at Bellary
The mid-sized secondary steel manufacturer established a concentrator and pelletization plant producing 1 MTPY > 60% Fe grade pellets for local use and for its sponge iron plant by utilizing sub-grade iron ore fine dumps from the region. The process comprises of open circuit screen - ball mill grinding of iron ore fines to -1mm mm, Primary cycloning [600 mm dia stub cyclone] to reject -0.2 mm in over flow, spiraling of Primary cyclone underflow [-1+0.2mm] in 64 spirals, Desliming of spiral tails and 600 mm dia stub cyclone over flow in 125 mm hydrocylone to reject- 50 microns slime in 125 mm LB desliming cyclone over flow, WHIMS of 125mm cyclone under flow at 0.9 T, 1mm mesh matrix[ 2.5 m dia Humboldt – Wedag], grinding of concentrates in closed circuit with 125 mm dia cyclones to -200 mesh, thickening of ground concentrate followed by ceramic disc filtration and thickening of WHIMS non mag and desliming cyclone over flow in tails thickener. The process was designed to obtain 60%Fe grade concentrate with 75 % Fe distribution at 70 weight % yield and Tails would assay 45% Fe when feeding ore Fe>56%. Since the plant was run on custom mode with varying feed assay, mineralogy and granulometry, the plant metallurgy in general and productivity suffered could not realize the targeted wt% yield and tail losses were always above 50% Fe. In view of the above, preliminary auditing studies were done. The activity comprised of (a) Review of historical and design data, sample the unit circuits, observation, characterization – test work, data analysis and base line data preparation. (b) Short term modification (STM –1) Fig 2 shows the process flow-sheet. The productivity problems in plants lie in grinding - classification circuits with mismatched concentration and auxiliary circuits 1&.2. The process result is given in Table 4.
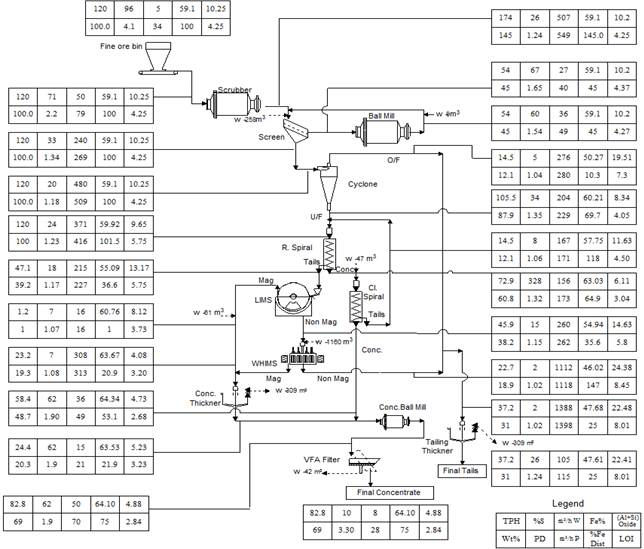
Fig. 2. Process flow sheet with base line data material and metallurgical balance
3.2.1. Base Line Data
The different types of ore were characterized. The plant was sampled. The base line data of the plant is given in Table 5. During the plant visit the following was noticed [1] Preliminary process design was for siliceous iron ore fines [2] The emphasis was on maintaining +60% Fe grade [3] The concentration load was more on magnetic circuit and gravity spirals were run at a coarser sand size of -1 +0.2 mm size.[4] The pulp consistency was not maintained [5] The grinding circuits were not run in optimum way [6] The hydrocyclones were not operated in the recommended pattern.[7] It was noticed that the number of spirals and ceramic disc filters were not sufficient [8] There was no cleaning step in any of the concentration circuit to improve the grade. The base line data indicated that the yield of concentrate reduced considerably to 67% of design level and the tails assayed 53% Fe. The specific surface of ground concentrate was high owing to over grinding. The flow sheet was similar to previous plant and is shown in Fig 2.
3.2.2. Short Term Modification
As the company was under loss and it had little money for investments. Hence short term modifications were concentrated in improving the plant performance by adjusting some of parameters. Hence it was decided to [1] maintain proper pulp density in grinding, classification and concentration circuits. [2] The primary and desliming cyclones were adjusted to get a finer cut. The primary cyclone apex size was increased, its feed % solids were reduced to 20%, cyclone pressure was increased from 10 to 20 psi to get an overflow all passing -200 mesh. This increased the load on the gravity spirals which was operated at slightly higher %S of 33. Similarly the desliming 125 mm dia cyclones was adjusted to get a finer cut size of 10 microns by increasing the apex diameter, reducing vortex finder diameter, increasing the pressure to 25 psi and operating a dilute feed %S of 10. The matrix which was worn out was replaced with a new 1mm matrix. The mills were operated at 75% S pulp density for better grinding. Similarly the cyclone in concentrate grind circuit was adjusted to reduce the slime recirculation and generate a marginally coarser cyclone overflow with reduction in 10 microns content. The %S of concentrate thickener under flow and feed ceramic filter was raised to pumpable level of 70%S. The above short term modifications yielded a composite concentrate assaying over 60% Fe grade concentrate with 71.4 %Fe distribution at weight % yield of 65. The tails assayed 45% Fe. The results of short term modification is given in Table 5. The company was suggested not to treat ores with LOI>9% ,%-325 mesh in feed >30% and Mn > 4%.
The long term modification requires additional spirals for taking the load and cleaner spirals for maintaining the grade of spiral concentrate to+ 64% with counter current configuration, use of finer 0.5mm screen in closed circuit with primary ball mill 6 ,use of 0.5mm wire mesh matrix in WHIMS to reduce slimy tail losses, employing the high frequency fine screens [0.07 mm] in closed circuit with concentrate regrind ball mill to reduce over grinding- slime generation5, increasing the filter area. The above implementations may increase the yield to 75-80% without affecting the grade of concentrate <60%Fe. The above circuit also produces concentrates assaying +63% Fe if the market needs.
Table 4. Results of base line and short term modification of an iron ore beneficiation plant at Bellary
| Conditions | Products | tph | Wt% | %Fe | |
| Assay | Distn | ||||
| Base Line Data | Spiral concentrate [C1] | 40 | 20.0 | 60.00 | 21.4 |
| WHIMS mag concentrate[C2] | 40 | 20.0 | 60.00 | 21.4 | |
| Comp of Secondary cyclone O/F & WHIMS Non mag [Final tails] | 120 | 60.0 | 53.33 | 57.2 | |
| Head [ Cal] | 200 | 100.0 | 56.00 | 100.0 | |
| Comp concentrate [C1+C2] [Cal] | 80 | 40.0 | 60.81 | 42.8 | |
| Short term Modification | Spiral concentrate [C1] | 70 | 35.0 | 60.00 | 38.7 |
| WHIMS mag concentrate[C2] | 60 | 30.0 | 60.00 | 32.7 | |
| Comp of Secondary cyclone O/F & WHIMS Non mag [Final tails] | 70 | 35.0 | 45.00 | 28.6 | |
| Head [ Cal] | 200 | 100.0 | 55.00 | 100.0 | |
| Comp concentrate [C1+C2] [Cal] | 130 | 65.0 | 60.39 | 71.4 | |
| Secondary cyclone O/F | 30 | 15.0 | 48.00 | 13.1 | |
| WHIMS non mag tails | 40 | 20.0 | 42.75 | 15.5 | |
3.3. Plant Auditing of an Iron Ore Dressing Plant in Hospet
The mid-sized secondary steel manufacturer established a concentrator and pelletization plant producing 2 MTPY BF grade pellets for export and for its sponge iron plant by utilizing sub-grade iron ore fine dumps from the region. The process comprises of closed circuit screen - ball mill grinding of iron ore fines to – 0.5 mm, loning, spiraling of cyclone underflow, HGMS of spiral tails, open circuit grinding of concentrate (thick pulp) followed by pressure filtration yielding BF grade pellet concentrate. he process flow sheet was similar to previous plant. Fig 2 shows the process flow-sheet. s the plant productivity was below the design level, auditing was conducted to improve productivity with minimum alterations and cost.
The activity comprised of (a) Review of historical and design data, sample the unit circuits, observation, characterization – test work, data analysis and base line data preparation. (b) Short term modification (STM –1) and evaluation of its benefits with reference to base line data. (c) Long term modification and its evaluation The plant was run on designated process at stable condition. The periodical incremental samples from all the streams were collected and sampled as per standard methods. The products were chemically, granulometrically and mineralogically characterized. The material and metallurgical balances were prepared and rechecked with production data. Comminution tests were conducted on feed and concentrates samples. The productivity problems in plants lie in grinding - classification circuits with mismatched concentration and auxiliary circuits 1&.2. The historical ore variability data indicated that the goethite (3-35%), hematite (45-75%), aluminous gangue mineral (1-20%), slimes (6-26% minus 45 microns), and Bond’s work index (7-15Kwh/short ton) varied widely2.
3.3.1. Base Line Data (BLD)
Tables 5 and 6 give the overall results and the metallurgical results of BLD. It indicated that; a) the plant is run in a custom mode with variable ore types in a discontinuous fashion affecting the operation. Improper maintenance of process parameters like % solids and granulometry resulted in marginally high tail value w.r.t design tail values (refer Table 6).
b) The plant was run at 120 tph much below the designed rate with little load on primary closed circuit screen – ball mill grinding, de-sliming and gravity concentration circuits This led to slimes generation, finer MOG, and operation at lower % solids. c) Insufficient mill capacity (50%) for open circuit concentrate grinding was noticed even at design Bond’s work index value of 7.2.Kwh/short ton. The plant and the lab data indicated that the Bond’s ball mill work index of the concentrate was found be >13 Kwh/short ton. d) The size analysis of different concentrates indicated that the HGMS concentrate was of very fine size (-200mesh) and nearly 50% of the un-ground composite concentrate passed the pellet feed size requirement (-200mesh). The grinding of composite concentrate with 50% finished size material generates slimes, which may affect the filtration. The filtration rate was low due to insufficient filter area (60%) and increased slime content (30% - 10 microns).
3.3.2. Short Term Modifications (STM-1)
The plant was run at a high throughput in an ascending sequence, after the following STM-1 was made. The cyclone parameters were adjusted to get a finer cut (-20 microns) in overflow. 60% cut was implemented in I cleaner spiral circuit to increase the grade and re-circulating load. The plant was run at slightly thicker pulp. The HGMS circuit parameters were adjusted to increase the recovery by pulp density, ring speed and intensity. The thickened slimy HGMS concentrate (-200 mesh) was by-passed from the concentrate ball mill grinding. The ball charge volume in the concentrate mill was raised to maximum level of 45%. The thickened slimy HGMS concentrates and ground sandy concentrate (-200 mesh) thick pulps were subjected to VPA filtration at high percent solids of 70% (PD > 2.2) with minimum pumping and air blow time. The overall results and metallurgical results of STM 1 are given in Tables 5 and 6 respectively. The STM-1data indicated that a) Ore throughput was raised steadily from 120 to 162 tph (35% w.r.t. BLD). b) The concentrate production increased from 82.8 to 120.7tph (46% w.r.t. BLD). The tail losses reduced from 47.68% to 40.62%Fe increasing Fe recovery from 75 to 82%. c) The concentrate regrinding mill capacity was increased by bypassing the -200 mesh from the circuit preventing slimes generation by over grinding. The VPA cycle time was reduced from 11 to 8 minutes.)The cost benefit analysis indicated a 10% savings w.r.t. BLD.
3.3.3. Long Term Modifications
Buoyed by the encouraging results obtained in short term modifications, the company doubled the filter area by using vacuum filter, the regrind ball mill – cyclone circuit was modified using screens in conjugation with cyclone to reduce the circulating load, the primary cyclone and secondary cyclones were operated at finer cut size of 50 and 10 microns. The concentrate was ground in additional mill to take care of high work index value of concentrate. This increased in the productivity and plant availability. Further the company indicated that the market needs +60% Fe grade concentrate. The marginal reduction in concentrate grade and long term modifications increased the concentrate yield to 80% and reduced the tails value to ~ 38% Fe despite fall in feed grade by 3%. The concentrate productivity increased by 50% and 140% with reference to design and base line data levels respectively. The savings in operating cost was significant [20% w.r.t. base line] and the investments made on long term modifications was realized with in a year of improved operation.
Table 5. Results of Base Line (BLD) and STM-1 data of IOD plant at Hospet
| Data | Base Line | STM-1 | ||||
| Feed | Conc. | Tails | Feed | Conc. | Tails | |
| TPH | 120.0 | 82.8 | 37.2 | 162 | 120.7 | 41.3 |
| Size % - 45 microns | 65.0 | 72.0 | 94.6 | 59.0 | 70.9 | 93.9 |
| Hematite + Martite % | 60 – 65 | 85 – 90 | 5 – 10 | 80 – 85 | 85 – 90 | 20 – 25 |
| Goethite % | 15 – 20 | 8 – 12 | 50 – 60 | 5 – 10 | 3 - 5 | 35 – 40 |
| Clay % | 10 – 15 | 3 – 5 | 30 – 35 | 3 – 5 | 1 – 2 | 4 – 5 |
| Gibbsite % | 5 – 10 | 1 2 | 10 – 15 | 1 – 2 | 1 – 2 | 1 – 2 |
| Quartz % | Traces | Traces | 3 – 4 | 5 – 10 | ~1 | 35 – 40 |
| Work index Kwh/short ton | 11.72 | 13.00 | -- | 13.0 | 13.00 | -- |
| Wet Screen CL% | 45 | -- | -- | 98 | -- | -- |
| Wet Screen Efficiency % | 99.8 | -- | -- | 90 | -- | -- |
| Feed ball mill Efficiency% @ 10 WI | 60.9 | -- | -- | 78.2 | -- | -- |
| Cyclone Efficiency% | 60.3 | -- | 59.7 | -- | -- | |
| Thickener UTA m2/t/d | -- | 0.0256 | 0.0392 | -- | 0.0215 | 0.0353 |
| Conc. ball mill Efficiency% @ 10 WI | -- | 64.2 | -- | -- | 73.1 | -- |
| VPA rate t/m2/hr | -- | 0.196 | -- | -- | 0.286 | -- |
| % cake moisture | -- | 9.0 | -- | -- | 9.2 | -- |
| Power & water Rs/t | 122.0 | -- | -- | 93.0 | -- | -- |
| Consumables Rs/t | 89.7 | -- | -- | 79.5 | -- | -- |
| Salary wages Rs/t | 44.9 | -- | -- | 39.8 | -- | -- |
| Ore Rs/t | 400.0 | -- | -- | 378.6 | -- | -- |
| (Total ) operating cost Rs/t | 656.6 | -- | -- | 590.9 | -- | -- |
Table 6. Metallurgical results at various conditions of IOD plant at Hospet
| Products | Design (200 tph) | Base line (120 tph) | STM-1 (162 tph) | LTM (250 tph) | ||||||||
| Wt.% | Assay % | % Dist. | Wt.% | Assay % | % Dist. | Wt.% | Assay % | % Dist. | Wt.% | Assay % | % Dist. | |
| Cyclone O/F | 9.4 | 55.00 | 8.8 | 12.1 | 50.27 | 10.3 | 11.2 | 45.70 | 8.8 | 8.0 | 44.00 | 6.3 |
| I Cl. Sp. Conc. | 48.9 | 66.60 | 55.2 | 48.7 | 64.34 | 53.1 | 56.5 | 64.21 | 62.6 | 60.0 | 62.00 | 66.4 |
| Mag.Conc. | 19.0 | 61.17 | 19.7 | 20.3 | 63.53 | 21.9 | 18.0 | 62.67 | 19.5 | 20.0 | 56.00 | 20.0 |
| Non-Mag tails | 22.7 | 42.36 | 16.3 | 18.9 | 46.02 | 14.7 | 14.3 | 36.64 | 9.1 | 12.0 | 34.00 | 7.3 |
| Head(Calc.) | 100.0 | 59.00 | 100.0 | 100.0 | 59.01 | 100.0 | 100.0 | 57.92 | 100.0 | 100.0 | 56.00 | 100.0 |
| Final Tails | 32.1 | 46.20 | 25.1 | 31.0 | 47.68 | 25.0 | 25.5 | 40.62 | 17.9 | 20.0 | 38.00 | 13.6 |
| Final Conc. | 67.9 | 65.08 | 74.9 | 69.0 | 64.10 | 75.0 | 74.5 | 63.84 | 82.1 | 80.0 | 60.48 | 86.4 |
4. Conclusions
Base line auditing followed by short term modification of the iron ore washing plant and concentrators increased the concentrate productivity and reduced operating cost significantly. Based on the recommendation the company removed the bottlenecks and added additional capacity wherever required. This resulted not only in improving the concentrate yield, recovery but also increased the throughput, there by producing more concentrate/ time/ton of ore and reducing the energy and down time costs. The investments for long term modifications were paid back within a year of operation and the operating costs were reduced by 20-30% of base line. Further, the wt% yield of tails reduced 20-40% w.r.t. base line thus reducing the problem of tailing pond management. The audit study indicated that there is scope for further improvement in productivity, product quality, enhanced revenue and cost reduction. The detailed definitive auditing studies are recommended.
Acknowledgements
The author is indebted to Dr D Malhotra, RDI, USA for introducing him to process audit The author wish to thank the management, engineers and shop floor persons of iron ore dressing plants to carry out the study. He is grateful to authorities and his former OD Division colleagues of IBM for their constant encouragement and support. The author is thankful to the authorities of VSK University, Bellary and his department colleagues for their encouragement.
References
- D. Malhotra,` Evaluation & optimization of metallurgical performances’ Ch 31, PP 343-351, SME, USA, 2000.
- K.T.Louis, B.P.Ravi, G.S.Kumar, M.I.Hussain, Indira Ravindran,[2010] A.B.K. Prasad, B.D.Ananth, Y.N.Sontakke N.P.Haran and C.S.Gundewar,-" Enhancing throughput of an iron ore dressing plant" –Proc MPT 2010, Udaipur, Rajasthan.
- IBM[2011], Iron and steel - vision 2020, 2011.
- IBM[1997], Monograph of Iron ore-, Nagpur, 1997.
- T.R.R. Rao & Gred Ehrentraut [2002] `Experience in roll press in pellet plant of KIOCL’.
- Proc. MPT 2002, Bangalore, India, PP 157-166.
- M.Ravindranath and P.Sharma, [2005]‘Pellet making journey at ESSAR’.
- J.G. Krishna, M.R.Patil, C.Rudrappa, P.S.Kumar and B P Ravi,[2014]‘Characterization and processing of some iron ores from Karnataka, India’ J.Int. Eng [I],Sec D,94[2],pp113-120.
- K.T. Louis,B.P.Ravi, G.S.Kumar, A.T.Sutone, A.K.Swamy and N.N.Subramanyam [2005]‘Optimisation study of a Graphite Flotation Plant’ Proc. MPT 2005 ISM, Dhanbad.
- D.M.R.Shekar & C.L.Jain [2006] ‘ Reengineering a phosphate flotation plant’,Proc.XXIII IMPC,Istanbul, pp2001-5.



