
International Journal of Materials Chemistry and Physics, Vol. 1, No. 3, December 2015 Publish Date: Sep. 14, 2015 Pages: 257-264
Parametric Study of Rheological Properties of Novel Composition of Drilling Fluid
Amin Shafie1, Farshad Farahbod2, *, Ghassem Zargar3
1Department of Petroleum Engineering, Science and Research Branch, Islamic Azad University, Tehran, Iran
2Department of Chemical Engineering, Firoozabad Branch, Islamic Azad University, Firoozabad, Iran
3Department of Oil Engineering, Petroleum University of Technology, Ahwaz, Iran
Abstract
Abstract:The energy of a nation is largely conditioned by the extent of prospective, surveyed and extracted oil and gas reserves and other natural resources. Hence this is the main source of somewhere economy. The oil and gas sector in somewhere has many aspects where it functions; firstly, the confirmation of any natural resources on the earth crust is through drilling. Rheological specifications of drilling mud which contains nano zinc oxide (1gr) in high temperature – high pressure viscometer are considered in this work to simulate the drilling conditions occurred in deep wells. Shear stress versus shear rate is evaluated in this paper. In addition the effect of aging time and temperature on the stability power of drilling mud is considered. Results show the shear stress is decreasing with tha adding the nano particles.
Keywords
Rheological Specifications, Nano Zinc Oxide, Drilling Mud, Gel Strength, Yield Point, Viscosity
Received: August 12, 2015
Accepted: September 4, 2015
Published online: September 17, 2015
@ 2015 The Authors. Published by American Institute of Science. This Open Access article is under the CC BY-NC license. http://creativecommons.org/licenses/by-nc/4.0/
Contents
1. Introduction 1.1. Functions of Drilling Fluids 1.2. Removal of Cuttings 1.3. Types of Drilling Fluids 1.4. Water Based Muds 1.5. Types of Water Based Muds 1.6. Oil Based Muds 1.7. Aerated Muds 2. Materials and Methods 2.1. Composition of Drilling Fluid 2.2. Zinc Oxide Nano Particles 2.3. Field Tests on Drilling Fluids Properties 3. Results and Discussion 4. Conclusion
1. Introduction
The energy of a nation is largely conditioned by the extent of prospective, surveyed and extracted oil and gas reserves and other natural resources. Hence this is the main source of somewhere economy. The oil and gas sector in somewhere has many aspects where it functions; firstly, the confirmation of any natural resources on the earth crust is through drilling.
Drilling is a single important aspect of oil and gas sector for without drilling, there is no access to the natural resources available below the earth crust. Drilling is a process of making a hole in the earths’ surface for the purpose of creating access to the desired resource below the earth crust. Drilling process should be conducted safely least cost and minimum or no damage to the environment [1]. One of the important materials used in drilling is the drilling fluids commonly call drilling mud. The is of two types – water based mud and oil based mud and drilling fluids and design and production of these drilling fluid becomes utmost important because of its role in drilling [2, 3]. Companies involved in the design and production of drilling fluids in somewhere for the oil and gas sector have over the years imported the materials to produce mud or in some cases imported already designed and produced drilling mud. In this case, industry in this sector adjust the properties of the drilling fluid with the aid of the right types of additives which are also imported to suit the formation requirements of the area to be drilled. This has been a major challenge especially to the indigenous companies involved in the oil and gas because they have to import these materials at high costs and this has not allowed them to compete favorably with their foreign counterparts. Research into this area is thus necessary. Country like India, where cheaper substitutes for production of different goods and services are found (including the oil and gas sector and the production of drilling fluids), using their local materials. This has improved their economy with benefit of job opportunities that are created with their own natural resources which means reduction in the amount of importation [4 and 5]. Drilling fluid - mud - is usually a mixture of water, clay, weighing material and a few chemicals. Sometimes oil may be used instead of water, or oil added to the water to give the mud certain desirable properties [6]. Drilling fluid is used to raise the cuttings made by the bit and lift them to the surface for disposal [7]. But equally important, it also provides a means of keeping underground pressures in check. The heavier or denser the mud, is the more pressure it exerts. So weighing materials-barite-are added to the mud to make it exert as much pressure as needed to contain formation pressures. The equipment in the circulating system consists of a large number of items. The mud pump takes in mud from the mud pits and sends it out a discharge line to a standpipe [8]. The standpipe is a steel pipe mounted vertically on one leg of the mast or derrick. The mud is pumped up the standpipe and into a flexible, very strong, reinforced rubber hose called the rotary hose or kelly hose. The rotary hose is connected to the swivel. The mud enters the swivel the swivel: goes down the kelly, drill pipe and drill collars and exist at the bit. It then does a sharp U-turn and heads back up the hole in the annulus. The annulus is the space between the outside of the drill string and wall of the hole. Finally the mud leaves the hole through a steel pipe called the mud return line and falls over a vibrating, screen like device called the shale shaker. Agitators installed on the mud pits help maintain a uniform mixture of liquids and solids in the mud. If any fine silt or sand is being drilled, then devices called desilters or desanders may be added. Another auxiliary in the mud system is a device called degasser.
1.1. Functions of Drilling Fluids
In the early days of rotary drilling, the primary function of drilling fluids was to bring the cuttings from the bottom of the hole to the surface [9]. Today it is recognized the drilling fluid has at least ten important functions:
1.1.1. Assists in Making Hole by
1. Removal of cuttings
2. Cooling and lubrication of bit and drill string
3. Power transmission to bit nozzles or turbines
1.1.2. Assists in Hole Preservation by
4. Support of bore hole wall
5. Containment of formation fluids
C-It also:
6. Supports the weight of pipe and casing
7. Serves as a medium for formation logging
1.1.3. It Must Not
8. Corrode bit, drill string and casing and surface facilities
9. Impair productivity of producing horizon
10. Pollute the environment.
1.2. Removal of Cuttings
The removal of cuttings from the face of the well bore is still one of the most important functions of drilling fluids [10]. Fluid flowing from the bit nozzles exerts a jetting action that keeps the face of the hole and edge of the bit clear of cuttings. This insures longer bit life and greater efficiency in drilling [11]. The circulating fluid rising from the bottom of the well bore carries the cuttings toward the surface. Under the influence of gravity the cuttings tend to sink through the ascending fluid; but by circulating a sufficient volume of mud fast enough to overcome this effect, the cuttings are brought to the surface [12]. The effectiveness of mud in removing the cuttings from the hole depends on several factors. Velocity is the rate at which mud circulates, and the annular velocity is an important factor in transporting the cuttings to the surface. Annular velocities between 30-60 m/min. are frequently used. Velocity is dependent upon pump capacity, pump speed, bore hole size and drill pipe size.
1.3. Types of Drilling Fluids
Many types of drilling fluids are used in industry. Major categories include air, water- and oil base fluids. Each has many subcategories based on purpose, additives, or clay states.
1.4. Water Based Muds
Water based mud’s consist of four basic phases; a). Water, b). Active colloidal solids, c). Inert solids and d). Chemicals. Water is the continuous phase of any water-based mud. Primary function of the continuous phase is to provide the initial viscosity which can be modified to obtain any desirable rheological properties [13]. The second function of the continuous phase is to suspend the reactive colloidal solids, such as bentonite, inert solids, such as barite. Water also acts as a medium for transferring the surface available hydraulic horsepower to the bit on the bottom of the hole. Water is also a solution medium for all conditioning chemicals which are added to the drilling fluid. In water based mud’s, clay is added to increase density, viscosity, gel strength and yield point, and to decrease fluid loss. Clays used in water based drilling fluids are mainly in three groups: a). Montmorillonites (bentonite), b). Kaolinites, c). Illites. Chemicals used in water based mud’s can be grouped according to their functions as: a). Thinners, b). Dispersants, c). Deflocculants.
1.5. Types of Water Based Muds
a) Clear Water: Fresh water and saturated brine can be used to drill hard formations, compacted and near normally pressured formations. This mud is made by pumping water down to the hole during drilling and letting it react with formations containing clays or shale’s [13 and 14]. The water dissolves the clays and returns to the surface as mud. This mud is characterized by its high solids content and a high filter loss resulting in a thick filter cake.
b) Calcium Muds: Calcium mud’s are superior to fresh water mud’s when drilling massive sections of gypsum and anhydrite as they are susceptible to calcium contamination. When calcium is added to a suspension of water and bentonite, the calcium cations will replace the sodium cations on the clay plates. When calcium mud comes into contact with shaly formations, the swelling of shale is greatly reduced in the presence of calcium cations. The major advantage of calcium mud is their ability to tolerate a high concentration of drilled solids without these affecting the viscosity of mud. Calcium mud’s are classified according to the percentage of soluble calcium in the mud [15].
1- Lime Mud which contains up to 120 ppm of soluble calcium and it is prepared by mixing bentonite, lime [Ca(OH)2], thinner, caustic soda and filtration control agent.
2- Gyp Mud which contains up to 1200 ppm of soluble calcium. It is similar to lime mud except that the lime is replaced by gypsum and they have higher temperature stability.
c) Lignosulphonate Mud: This mud type is considered to be suitable when: c-1). High mud densities are required, c-2). Working under moderately high temperatures, c-3). High tolerance for contamination by drilled solids and c-4). Low filter loss is required. This type of mud consists of fresh water or salt water, bentonite, ferrochrome lignosulphonate, caustic soda, CMC or stabilized starch. It is not suitable for drilling shale sections due to adsorption of water.
d) KCl / Polymer Mud: The basic components of KCl/polymer mud’s are: d-1). Fresh water or sea water, d-2). KCl, d-3). Inhibiting polymer, d-4). Viscosity building polymerd-5). Stabilized starch or CMC and d-7). Caustic soda
1.6. Oil Based Muds
Oil based mud’s has been defined as a system the continuous or external phase of which is any suitable oil. At the present time, there are two mud systems the external phase of which is oil, i.e., true oil mud’s and invert emulsion mud’s. True oil mud systems consist of the following components: a). Suitable oil, b). Asphalt, c). Water, d). Emulsifiers, e). Surfactants, f). Calcium hydroxide, g). Weighting materials, h). Other chemical additives Among all of these, only oil and asphalt are necessary for the proper functioning of oil mud’s. The others are only used for the purpose of enhancing and stabilizing rheological properties and plastering characteristics. Different types of oils have been used as the continuous phase in oil mud’s. The following commonly available oils have gained widespread acceptance; a). Lease crude oil, b). Refined oils.
1.7. Aerated Muds
Interest in under balanced drilling is increasing worldwide. In under balanced drilling operations, pressure of the drilling fluid in the borehole is intentionally maintained below the formation pore fluid pressure, in the open hole section of the well. As a result, formation fluids flow into the well when a permeable formation is penetrated during under balanced drilling. Usually, aerated fluids are used in under balanced drilling operations. Most frequently used aerated fluids are air-liquid mixtures, foams, mist and gas. Selection of Drilling Fluids Selection of the best fluid to meet anticipated conditions will minimize well costs and reduce the risk of catastrophes such as stuck drill pipe, loss of circulation, gas kick, etc. Consideration must also be given to obtain adequate formation evaluation and maximum productivity. Some important considerations affecting the choice of mud’s to meet specific conditions are presented as follows: a). Location: The availability of supplies must be considered, i.e., in an offshore well, the possibility of using salt water should be considered. b). Mud-making shales: Thick shale sections containing dispersible clays cause a rapid rise in viscosity as cuttings become incorporated in the mud. When the mud is unweighted, it is easy to reduce the excessive viscosity, however, when the mud is weighted, costly chemicals such as barite should be used to restore the mud properties.
In this work, at the beginning the zinc oxide nano particles are synthesized and then added to the drilling fluid. The experiments are held to evaluate the effect of main parameters such as; aging time and temperature on a prepared water based drilling mud in the second step. Also, the rheological specifications of drilling mud in high temperature – high pressure viscometer are considered in this work to simulate the drilling conditions occurred in deep wells. Shear stress, shear rate, effective viscosity, plastic viscosity and gel strength are measured versus temperature and working time. Results admit the increase in temperature through time decreases viscosity of drilling mud however the influence of temperature variation decreases with increase in temperature. In addition, high temperatures increase the yield point and gel strength so thicken the mud.
2. Materials and Methods
2.1. Composition of Drilling Fluid
High temperature high pressure Fann model 800 viscometer is used to handle the experiments. The base fluid is a suspension of 22.5 gr bentonite in 350 gr water. Then some additives are added to balance the strength of mud and modify the viscosity. Additives includes 7 gr barite, 5 gr sodium chloride, 5 g of Carbon Methyl Cellulose, 7 ml of Lignosuphate to prepare the water based sample mud. Stirrer, hot plate, mud balance and Hamilton mixer is applied in the preparation of mud.
2.2. Zinc Oxide Nano Particles
Zinc oxide nano particle is a common ingredient and has a huge variety of applications. Zinc is an essential mineral and is non-toxic in low concentration.
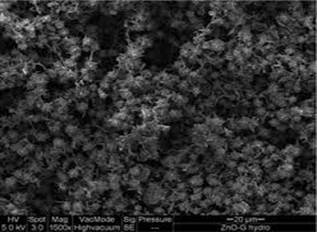
Figure 1-a). SEM of zinc oxide nano particles.
2.2.1. Synthesis Method of Nano-sized ZnO
Zinc metal is used to make a solution containing one molar ![]() ion. At first, this solution is purified, and then a type of surface-active reagent (zinc acetate dehydrate) 0.05 M is added. At the next step, approximately, 10% of ethanol is added under the ultrasonic conditions. The produced solution is agitated for 25 to 30 minutes. The obtained solution will be homogenised after this time interval. Same reagents are added to
ion. At first, this solution is purified, and then a type of surface-active reagent (zinc acetate dehydrate) 0.05 M is added. At the next step, approximately, 10% of ethanol is added under the ultrasonic conditions. The produced solution is agitated for 25 to 30 minutes. The obtained solution will be homogenised after this time interval. Same reagents are added to![]() , 1M solution under the same conditions. Then another surface active reagent (folic acid) is added. The solution is agitated for 30 min again. In the next step, filtering and washing of the solution is done several times by ethanol and distilled water alternately under the ultrasonic action. The produced substance is prepared to dry for fifty minutes at 80
, 1M solution under the same conditions. Then another surface active reagent (folic acid) is added. The solution is agitated for 30 min again. In the next step, filtering and washing of the solution is done several times by ethanol and distilled water alternately under the ultrasonic action. The produced substance is prepared to dry for fifty minutes at 80![]() . Then it roasted at 450
. Then it roasted at 450![]() for forty fifty minutes to obtain zinc oxide nano particles. The obtained produced substance has light yellow colour, and can been characterized by SEM and TEM. Produced spherical particles with the average diameter of 35-55
for forty fifty minutes to obtain zinc oxide nano particles. The obtained produced substance has light yellow colour, and can been characterized by SEM and TEM. Produced spherical particles with the average diameter of 35-55 ![]() in size are observed approximately and finally the crystal is pure zinc oxide with hexahedral structure. Figure 1.a and b) shows SEM and TEM of photos of produced nano particles.
in size are observed approximately and finally the crystal is pure zinc oxide with hexahedral structure. Figure 1.a and b) shows SEM and TEM of photos of produced nano particles.
Figure 1-b). TEM of zinc oxide nano particles.
2.2.2. The Field Tests on Drilling Fluids Properties
Rheological specifications of drilling mud which contains nano zinc oxide (1 gr) in high temperature – high pressure viscometer are considered in this work to simulate the drilling conditions occurred in deep wells. Shear stress versus shear rate is evaluated in this work. Also, experiments are held to investigate the effect of aging time and temperature on a prepared water based drilling mud. Rheological data of nano contained drilling mud are compared with the obtained data from simple water based drilling mud.
2.3. Field Tests on Drilling Fluids Properties
It is necessary to perform certain tests to determine if the mud is in proper condition to perform the functions previously discussed. The frequency of these tests will vary in particular areas depending upon conditions. A standard API form should be provided for reporting the results of these tests:
2.3.1. Viscosity
The viscosity is the dynamic parameter for measurement of fluid fluidity. The Marsh funnel viscosity is used for routine field measurement.
Report viscosity in seconds per quart. Plastic viscosity (cP) and Yield Point (lb/100 sq ft) are measured with the Fann viscometer.
2.3.2. Gel Strength
Bloom is a test to measure the strength of a gel or gelatin. The test was originally developed and patented in 1925 by O. T. Bloom. The test determines the weight (in grams) needed by a probe (normally with a diameter of 0.5 inch) to deflect the surface of the gel 4 mm without breaking it. Gel strength is report as lb/100 sq ft.
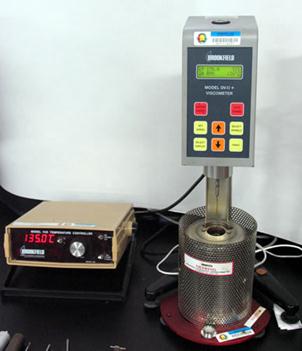
Figure 2. The rotational viscometer.
2.3.3. Other Reological Tests
Other tests which may enter into the evaluation of a mud system are as follows: Apparent viscosity, Pf, temperature. The API has recommended standard methods of conducting these tests. "Recommended Practice on Standard Field Procedure for Testing Drilling Fluids". (API RP 13B). Determine viscometer readings to calculate the following for a drilling or completion/ work over fluid: Plastic Viscosity (PV, cp); Yield Point (YP, lbf/100 ft2); Gel Strength - Max. dial reading at 3 rpm- (Tau, lbf/100 ft2); Apparent viscosity (AV, cp); Consistency index (K, lbf/secn/cm2); Yield stress (YS, lbf/100 ft2); Flow index (n, unit-less)
PV = ![]() 600 -
600 - ![]() 300 (1)
300 (1)
YP = ![]() 600 – PV (2)
600 – PV (2)
AV = ![]() 600 / 2 (3)
600 / 2 (3)
n = 3.32 log (![]() 600 /
600 / ![]() 300) (4)
300) (4)
K = ![]() 300 / (511n) (5)
300 / (511n) (5)
Gel strength = Max. dial reading at 3 rpm (6)
Figure 2 shows the rotational viscometer (RV) which is used in this work. The basic rotational viscometer test measures the torque required to maintain a constant rotational speed (20 RPM) of a cylindrical spindle while submerged in a mud binder at a constant temperature. This torque is then converted to a viscosity and displayed automatically by the RV. The standard Rotational Viscometer procedure is found in: AASHTO T 316 and ASTM D 4402: Viscosity Determination of mud Binder Using Rotational Viscometer.
So, the experiments are done to evaluate the rheological parameters of compositions of zinc oxide nano particles and drilling fluid. For this mean, zinc oxide nano particles are added to the drilling fluid. The parameters such as shear rate, shear stress, plastic viscosity, effective viscosity are evaluated in this work.
3. Results and Discussion
Undoubtedly, the mud performance has a significant effect in drilling purpose. So, composition of zinc oxide nano particles and drilling mud is produced. Some dominant factors which influence the rheological behavior of drilling mud are considered experimentally. The amount of shear stress versus various shear rates has been considered as the representative of rheological behavior of fluids. Shear stress is defined as the amount of horizontal force divided by the adjacent surface area. Operating temperature affects the properties of fluids due to researches. The effect of operating temperature which varies from 30 C to 80 C on the amount of shear stresses of nano-drilling mud and simple drilling mud is investigated in Figures 3, 4, 5, 6 and 7 after 0, 1, 3, 5 and 7 days, respectively. The increase in temperature loses the molecular cohesion and decreases the movement resistance of layers toward the force. So, the slope of lines decreases with increasing in the temperature. Also, the higher amount of specific heat of capacity of nano metal oxide causes some how the higher amount of sensible heat of mud and leads to somehow smaller amounts of viscosities. In other definition, the increase in temperature decreases the amount of required horizontal force in a constant shear rate value. There is one amount of initial shear stress which is needed to deform the layers from the initial state, at each temperature. At constant temperature, the increase in the amount of shear rate increases the amount of shear stress. However, in the amounts of shear rates higher than 400 some measurements show deviations from the general increasing trend in the amounts of shear stress versus amounts of shear rates. Such disorder ness is in Figure 3 at 30C and shear rate of 400 s-1 and 70C and shear rate of 500s-1. The amount of required force and shear stress decreases with the increase between 100 s-1to 600 s-1. So, behavior of the mud may be affected by some experimental errors such as apparatus malfunction. Comparison between results in Figure 3 and Figure 4, show the amounts of shear stress for nano drilling mud and simple drilling mud decrease after 1 day aging. So, Figure 3 to 5 show the effect of specified static aging time on the shear rate, shear stress and viscosity of mud at different amounts of temperatures.
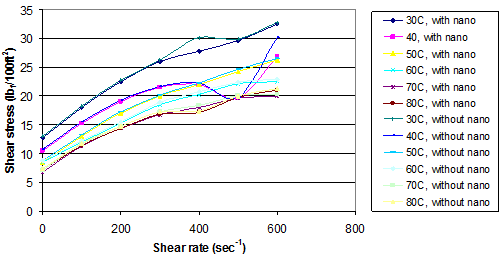
Figure 3. Influence of shear rate on the shear stress after 0 day with (1gr of ZnO) and without.
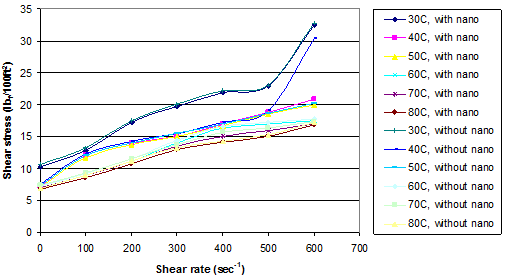
Figure 4. Influence of shear rate on the shear stress after 1 day with (1gr of ZnO) and without.
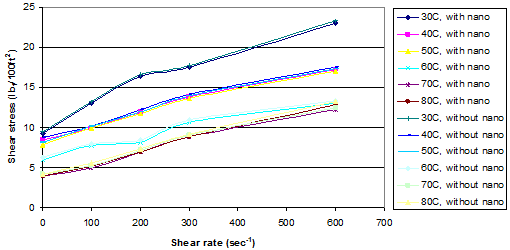
Figure 5. Influence of shear rate on the shear stress after 3 days with (1gr of ZnO) and without.
Relation between the amounts of shear stress and shear rate at various temperatures for nano-drilling mud and simple drilling mud, after 2 days aging time is so predictable according to Figure 4. However, the amounts of shear rates and shear stress at 40C are very close to data on 50C and also amounts of shear stress on 70C are the same as those are obtained at 80C. The slope of graphs at 40C (50C) is also near to that is obtained for 70C (80C).
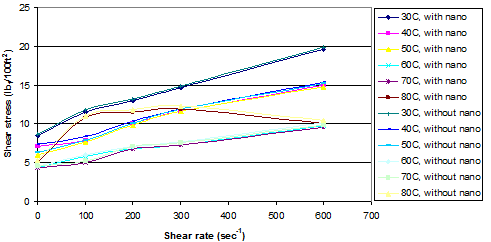
Figure 6. Influence of shear rate on the shear stress after 5 days with (1gr of ZnO) and without.
The initial strengths decreases and this indicates the lower strength of mud attributes to the age effect after 5 days, the cohesion force seems to be decreased for both nano drilling mud and simple mud.
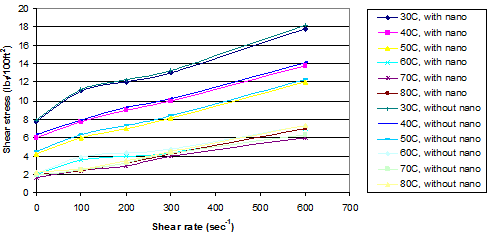
Figure 7. Influence of shear rate on the shear stress after 7 days with (1gr of ZnO) and without.
4. Conclusion
Drilling problems depend on the drilling mud performance properties, significantly. Penetration, keeping materials in suspension form, keeping drill cool and avoid well formation damage related in the viscosity and gel strength. Application of nano zinc oxide in drilling mud to change or improve the Rheological specifications of drilling mud is surveyed, in this work. Experiments are held to report data of the amount of shear rate, shear stress, apparent viscosity, plastic and gel strength are presented which introduce the treatment of water based drill mud versus aging time and temperature. High temperature- high pressure viscometer simulates the deep well drilling conditions, approximately. The influence of addition of 1 gr of nano zinc oxide into water based drilling mud on the important operation parameters such as viscosity and shear rate is considered. Results show the shear stress is decreasing with the adding the nano particles. The obtained results state the shear rate, approximately, is change between 6 to 32, 6 to 31.4, 4 to 23, 3.5 to 19 and 2 to 18 for 0.0, 1, 3, 5 and 7 days as aging time, respectively. The experimental works are done for 30, 40, 50, 60, 70 and 80 centigrade degree. The shear stress is decreasing with the increasing of temperature from 30 centigrade degree to 80 centigrade degree.
References
- Amoco Production Company Drilling Fluids Manual, Published by:betakorboon Oct 01, 2010, Copyright: Attribution Non-commercial, pp. 1-3.
- Bagci, S., Kok, M.V. and Turksoy, U., 2000. Determination of formation damage inlimestone reservoirs and its effect on production. JPSE 28, pp. 1–12 October.
- Bennion, B., 1999. Formation damage—the impairment of the invisible and uncontrollable, resulting in an indeterminate reduction of the unquantifiable. J. Can.Pet. Technol. 38, 2, pp.11–17.
- Bennion, D.B., Thomas, F.B., Jamaluddin, A.K.M. and Ma, T., 2000. Using under balanced drilling to reduce invasive formation damage and improve well productivity—an update. J. Can. Pet. Technol. 39, 7, pp. 53–60.
- Bruton, J., Mercer, R. and Paul, D., 2000. The application of new generation CaCl2 mud systems in the Deepwater Gulf of Mexico. In: IADC/SPE Drilling Conf., NewOrleans, February. SPE 59051.
- Caenn, Ryen and Chillingar, G.V., (1996) Drilling fluids: State of the art. Journal of Petroleum Science and Engineering, 14, 221-230.
- Chatterji, J. and Borchardt, J.K., (1981) Application of water soluble polymers in theoil field. Journal of Petroleum Technology, 2042-2054 (November).
- Chilingarian, G.V. and Vorabutr, P., 1983. In: (1st ed.), Drilling and Drilling Fluids vol., 133, 50 Elsevier, Amsterdam, Netherlands, pp. 149–151.
- Elward-Berry, J. and Darby, J.B., 1997. Rheologically stable, nontoxic, hightemperature, water based drilling fluid. SPE Drill. Complet. pp. 158–162 (September).
- Jilani, S.Z., Menouar, H., Al-Majed, A.A. and Khan, M.A., 2002. Effect of overbalancepressure on formation damage. JPSE 36, pp. 97–109.
- Khoja, A.K. and Halbe, A.V., 2001. Scope for the use of tamarind kernel powder as a thickener in textile printing. In: Man-Made Textiles in India, pp. 403–407 (October).
- Lummus, J.C. and Azar, J.J., 1986. In: Drilling Fluids Optimization—A Practical Field Approach vol. 11, 2, PennWell Publishing, Tulsa, Oklahoma, p. 160.
- Mahto Vikas. "Development of water based drilling fluids using tamarind gum andpartially hydrolyzed polyacrylamide" Proceedings of MPT-2007, International Seminaron Mineral Processing Technology, February 22-24, 2007.
- Parija, S., Misra, M. and Mohanti, A.K., 2001. Studies of natural gum adhesives: an overview. J. Macromol. Sci., Polymer Rev. C41, 3, pp. 175–197.
- Plank, J.P., 1992. Water based muds using synthetic polymers developed for high temperature drilling. Oil Gas J. 90, 5, pp. 40–45.



